|
РЕМОНТ ОБСЛУЖИВАНИЕ ЭКСПЛУАТАЦИЯ АВТОМОБИЛЕЙ Тойота Королла Версо. Toyota Corolla Verso (с 2004 года выпуска) полные технические характеристики. диагностика. электросхемы |
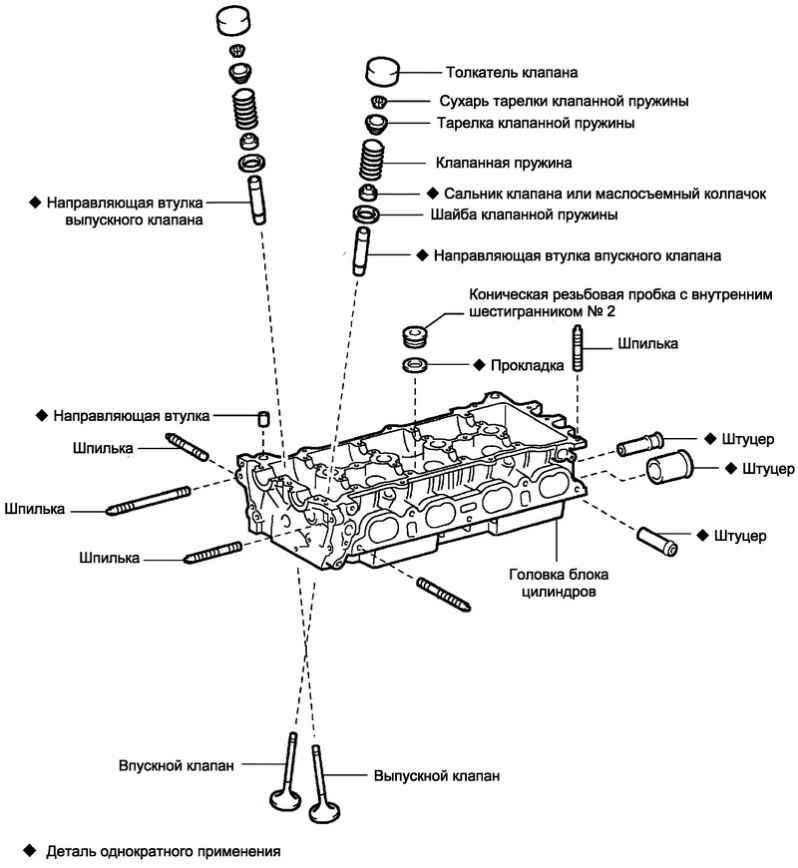
2.4.6. Переборка головки блока цилиндров
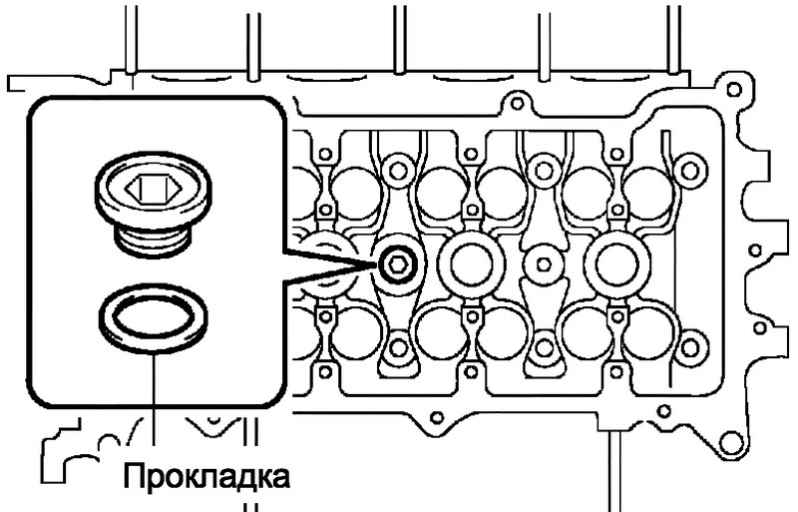
Снятие конической резьбовой пробки № 2
С помощью шестигранного ключа 10 выверните коническую резьбовую пробку и извлеките прокладку (рис. 2.219).
Извлечение толкателя клапана
Извлеките из головки блока цилиндров 16 толкателей клапанов.
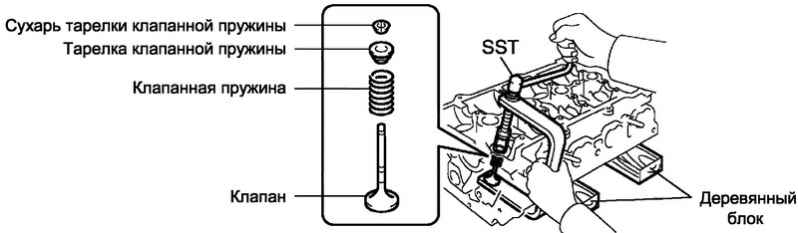
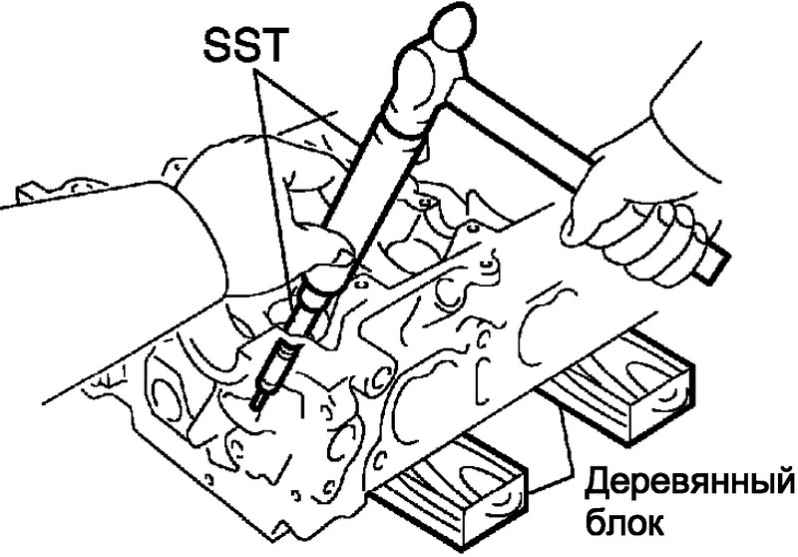
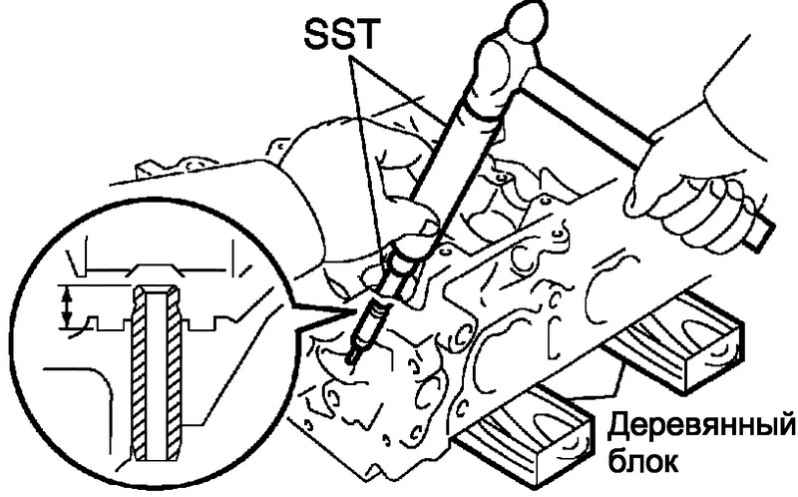
Извлечение клапана
Установите головку блока цилиндров на деревянные блоки.
С помощью съемника SST, сожмите пружину и извлеките 2 сухаря тарелки клапанной пружины.
Извлеките из головки блока цилиндров тарелки пружин, внутренние пружины клапанов и клапаны.
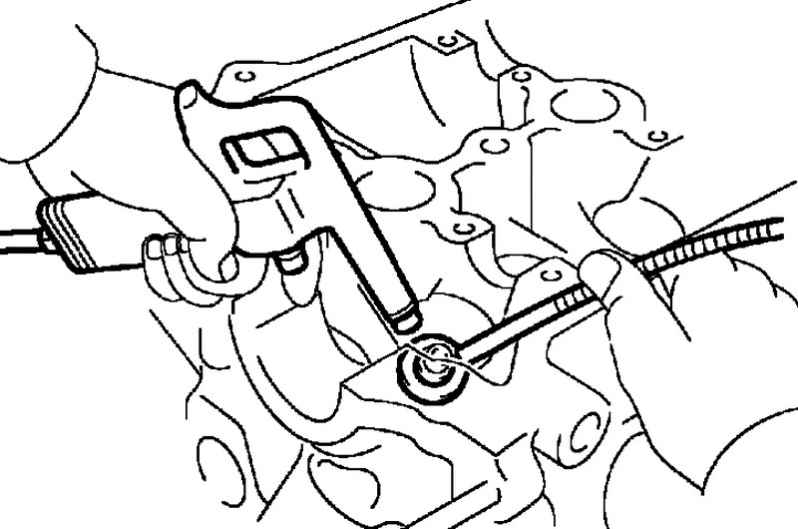
Снятие маслосъемных колпачков
Щипцами с тонкими губками снимите 8 маслосъемных колпачков (рис. 2.221).
Извлечение шайб клапанных пружин
С помощью сжатого воздуха и магнитного стержня извлеките 8 шайб клапанных пружин (рис. 2.222).
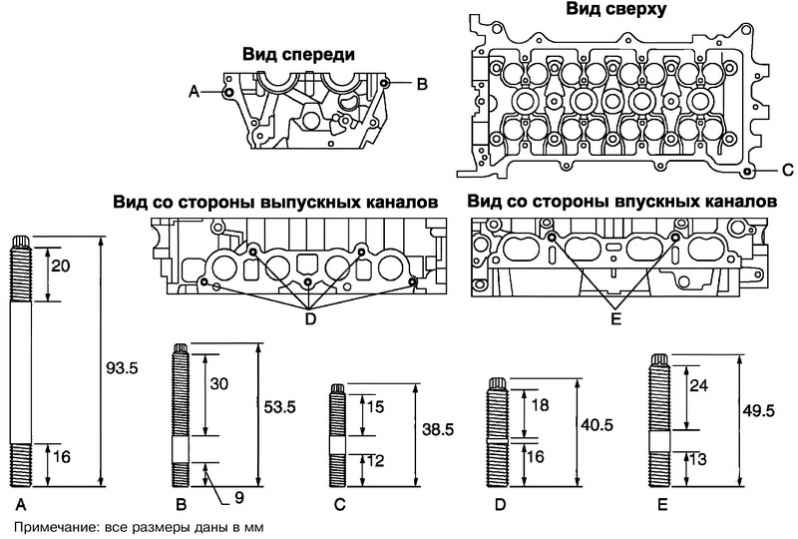
Выворачивание шпилек
С помощью торцовых ключей TORX Е5 и Е7 выверните 10 шпилек (рис. 2.223).
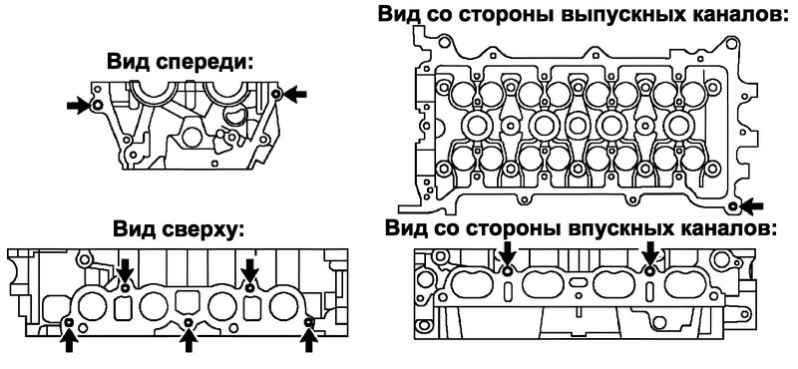
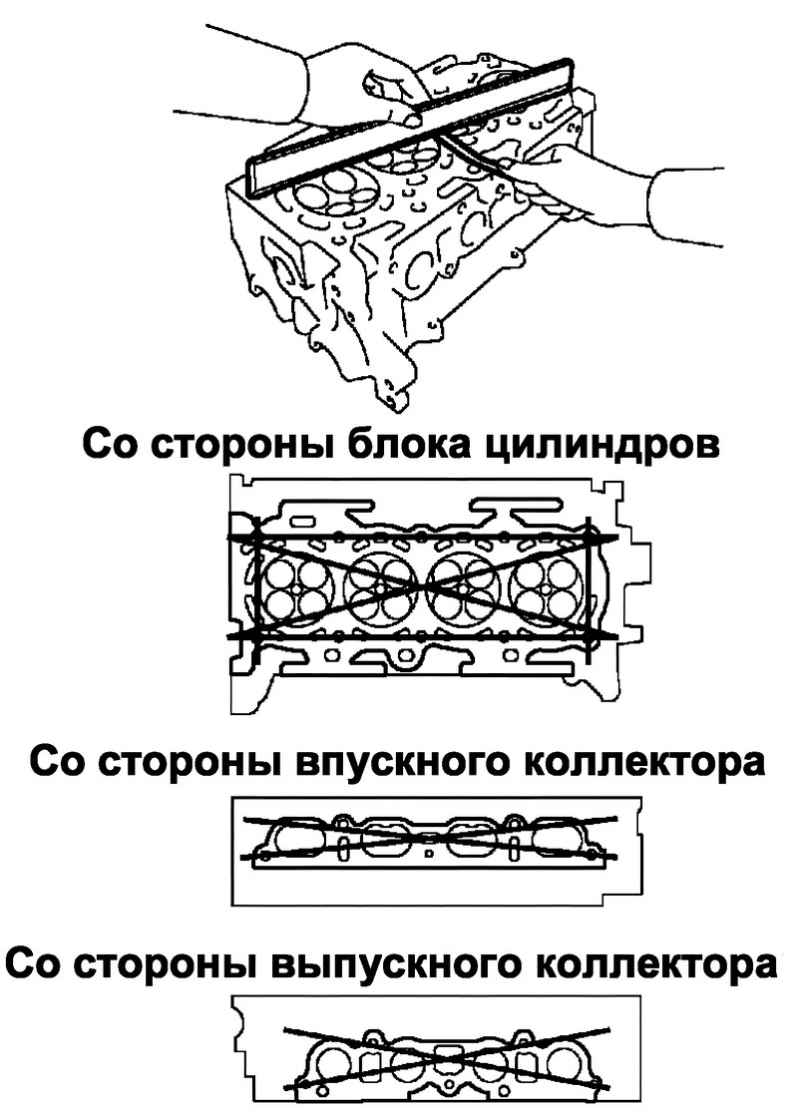
Проверка головки блока цилиндров на отсутствие деформации
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления плоскостей, сопрягающихся с блоком цилиндров и с коллекторами (рис. 2.224).
Максимально допустимая величина коробления:
– со стороны блока цилиндров – 0,05 мм;
– со стороны впускного коллектора – 0,10 мм;
– со стороны выпускного коллектора – 0,10 мм.
Если коробление превышает максимально допустимую величину, замените головку блока цилиндров.
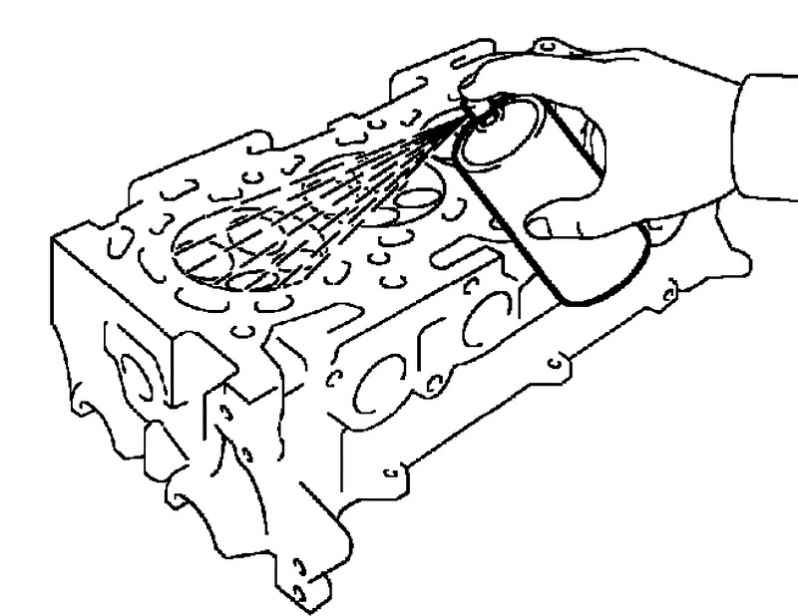
Проверка головки блока цилиндров на отсутствие трещин и повреждений
Методом окрашивания проявляющейся краской проверьте и убедитесь в отсутствии трещин в камере сгорания, впускных каналах, выпускных каналах и на поверхности блока цилиндров (рис. 2.225).
Проверка седел клапанов
Нанесите на фаску клапана тонкий слой берлинской лазури или свинцовых белил.
Слегка прижмите клапан к седлу.
Проверьте фаску клапана и седло клапана в порядке, описанном ниже.
Если непрерывный след имеется по всей окружности фаски клапана, тарелка клапана не имеет перекоса. В противном случае следует заменить клапан.
Если непрерывный след пасты имеется по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла совпадают. В противном случае следует повторно прошлифовать поверхность седла клапана.
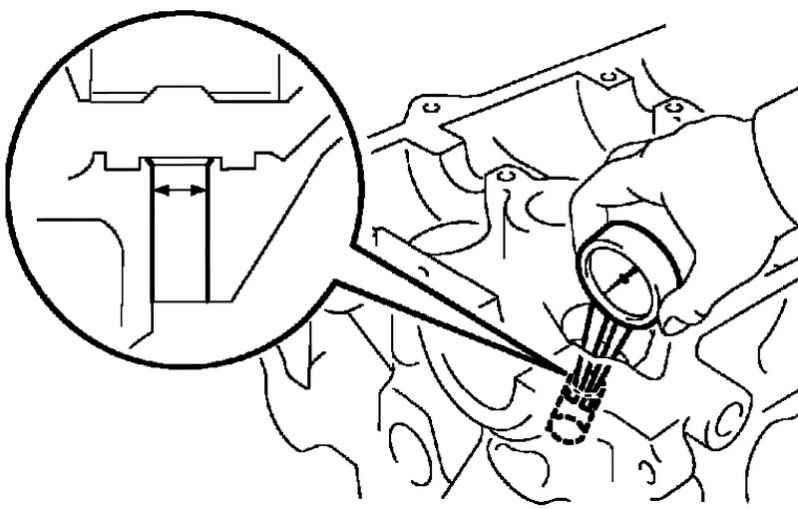
Убедитесь, что рабочая фаска клапана сопрягается со средней частью поверхности седла клапана, а ширина зоны контакта соответствует номинальной величине (рис. 2.226).
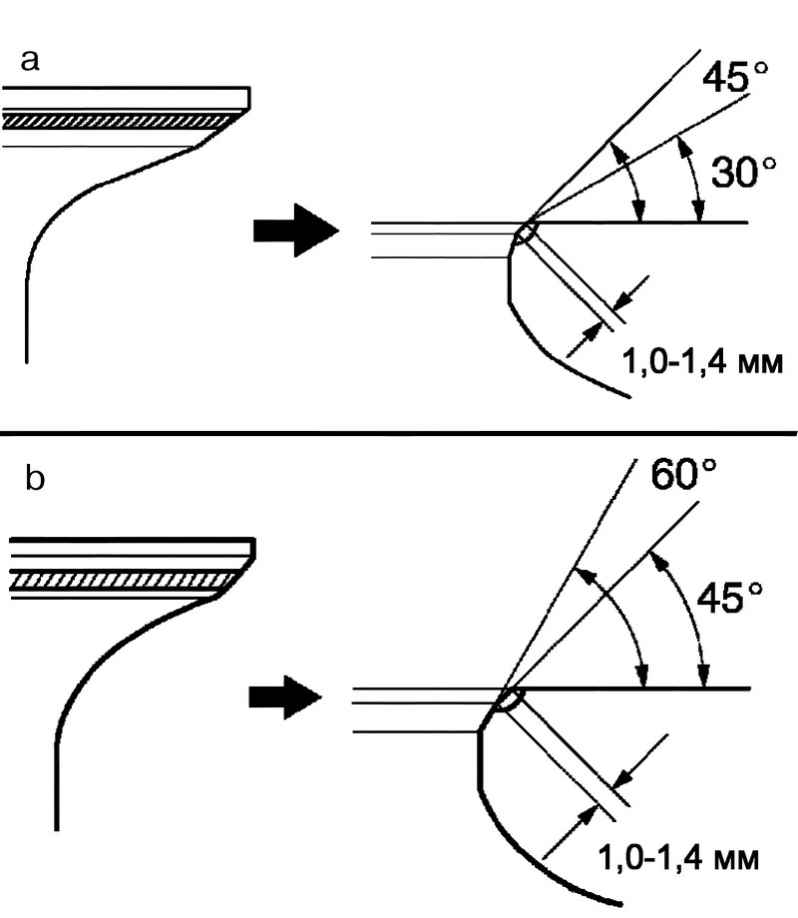
Ремонт седел впускных клапанов
Используя фрезу с углом режущих кромок 45°, расточите поверхность седла клапана в головке блока цилиндров чуть шире, чем номинальная ширина зоны контакта клапана с седлом (рис. 2.227а).
Убедитесь, что рабочая фаска клапана сопрягается со средней частью поверхности седла клапана. В противном случае повторно расточите поверхность седла фрезой с углом режущих кромок 45° (рис. 2.227 а).
Обработайте поверхность седла клапана фрезой с углом режущих кромок 30° или 60° таким образом, чтобы зона контакта между седлом и фаской клапана находилась посередине фаски.
Если зона контакта на фаске клапана расположена слишком высоко, для обработки седла используйте фрезы с углом режущих кромок 30° и 45° (рис. 2.227 b).
Если зона контакта на фаске клапана расположена слишком низко, для обработки седла используйте фрезы с углом режущих кромок 60° и 45°.
Со шлифовальной пастой притрите клапан с седлом клапана. Работа выполняется вручную.
Повторно проверьте посадку клапана на седло.
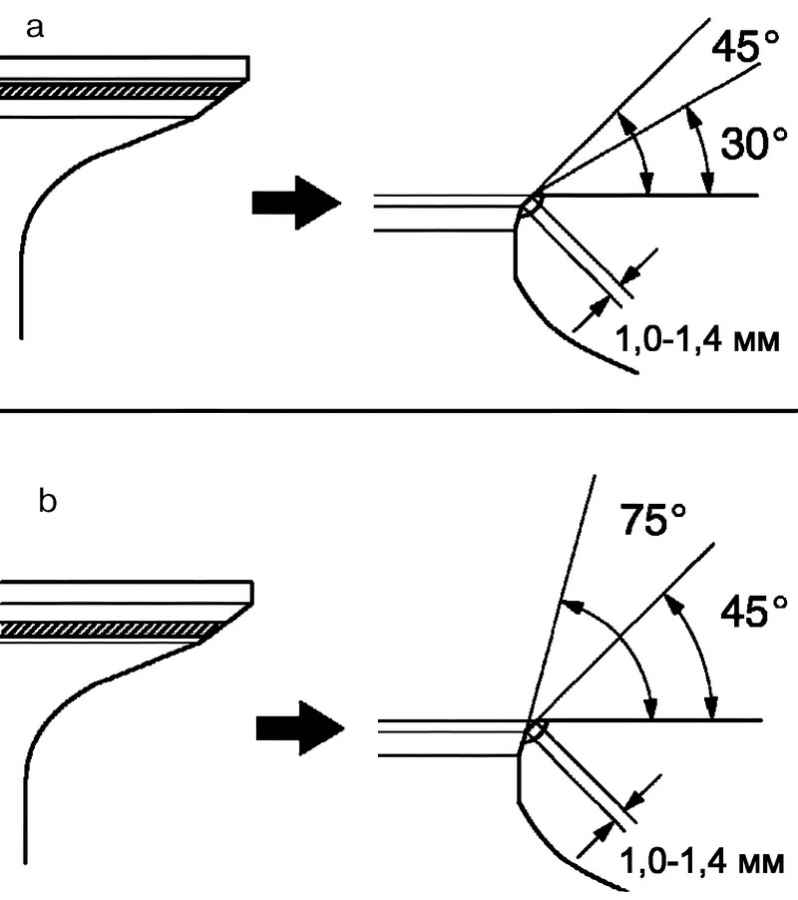
Ремонт седел выпускных клапанов
Фрезой с углом режущих кромок 45°, расточите поверхность седла клапана в головке блока цилиндров чуть шире, чем номинальная ширина зоны контакта клапана с седлом.
Убедитесь, что рабочая фаска клапана сопрягается со средней частью поверхности седла клапана. В противном случае повторно расточите поверхность седла фрезой с углом режущих кромок 45°.
Обработайте поверхность седла клапана фрезой с углом режущих кромок 30° или 75° таким образом, чтобы зона контакта между гнездом клапана и фаской клапана находилась посередине.
Если зона контакта на фаске клапана расположена слишком высоко, для обработки седла используйте фрезы с углом режущих кромок 30° и 45° (рис. 2.228 а).
Если зона контакта на фаске клапана расположена слишком низко, для обработки седла используйте фрезы с углом режущих кромок 75° и 45° (рис. 2.228 b).
Со шлифовальной пастой притрите клапан с седлом клапана. Работа выполняется вручную.
Повторно проверьте посадку клапана на седло.
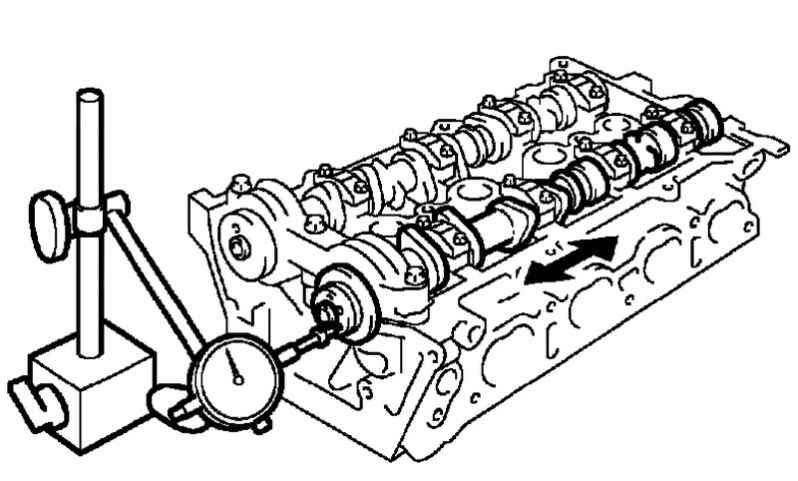
Проверка осевого зазора распределительного вала
Установите 2 распределительных вала.
Смещая распределительный вал в осевом направлении, индикатором измерьте осевой зазор (рис. 2.229).
Номинальный осевой зазор: 0,040–0,095 мм.
Максимально допустимый осевой зазор: 0,110 мм.
Если осевой зазор превышает максимально допустимую величину, замените головку блока цилиндров. Если на опорных шейках распределительного вала имеются повреждения, замените распределительный вал.
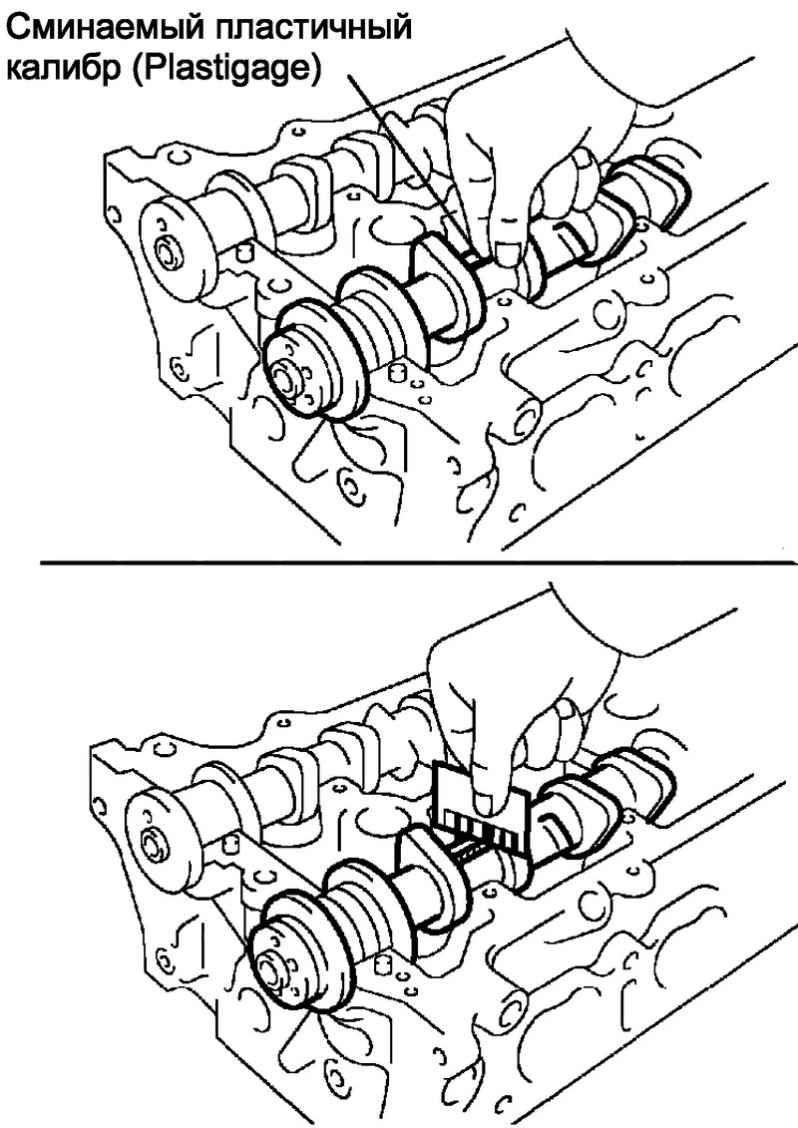
Измерение масляного зазора шеек распределительного вала
Очистите 9 крышек подшипников и шейки распределительных валов.
Установите распределительные валы в головку блока цилиндров.
Положите сминаемые пластичные калибры в осевом направлении на все шейки распределительных валов (рис. 2.230).
Установите 9 крышек подшипников распределительных валов.
Снимите 9 крышек подшипников.
Измерьте сминаемые пластичные калибры в самом широком месте (рис. 2.230).
Номинальный масляный зазор: 0,035–0,072 мм.
Максимально допустимый масляный зазор: 0,10 мм.
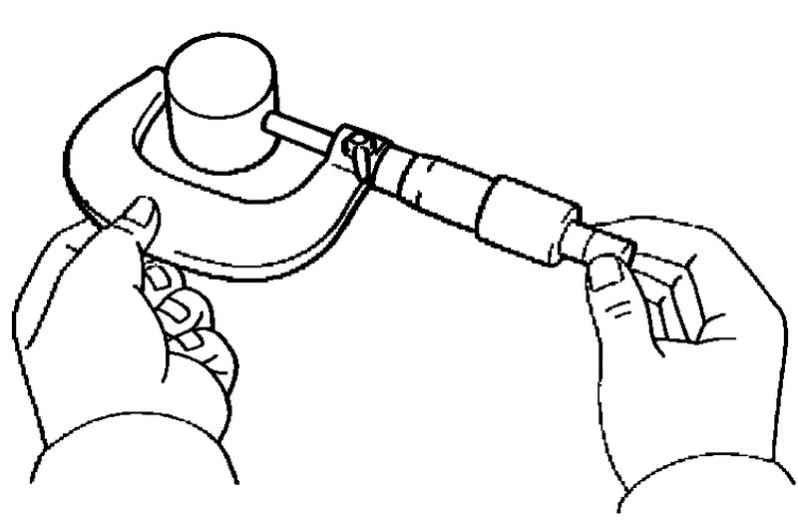
Проверка толкателей клапанов
Микрометром измерить диаметр толкателя клапана (рис. 2.231).
Диаметр толкателя клапана: 30,966–30,976 мм.
Если диаметр не соответствует номинальному, замените толкатель клапана.
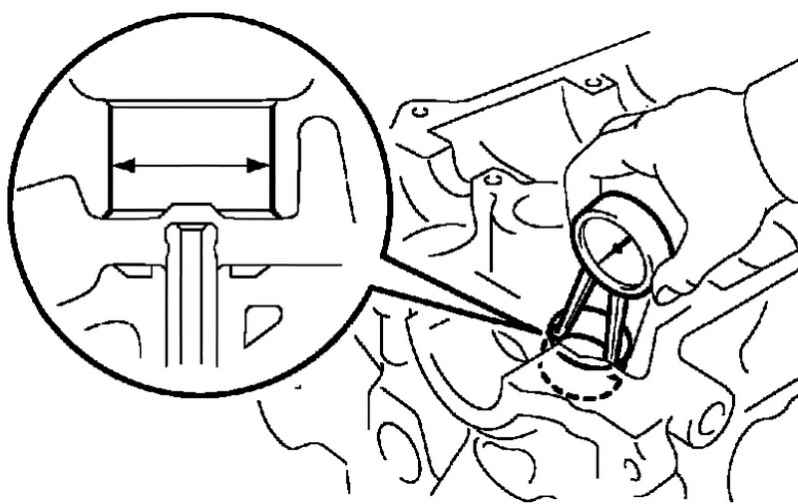
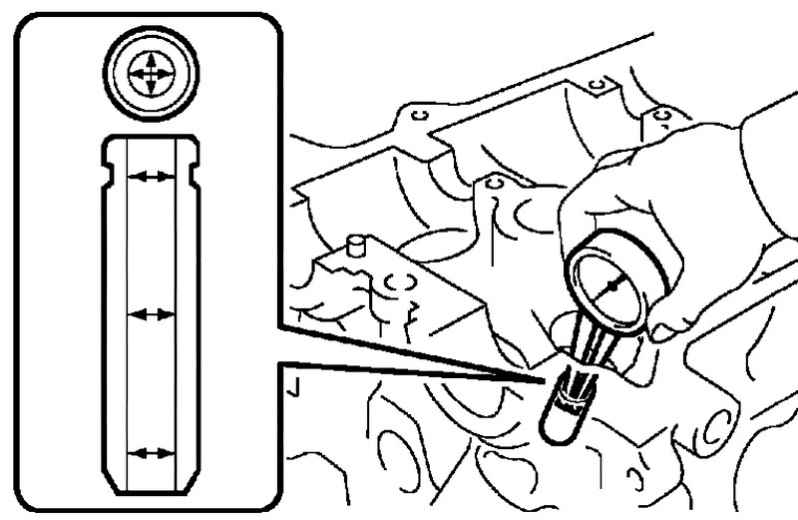
Проверка масляного зазора толкателей клапанов
Нутромером измерьте диаметр гнезда толкателя клапана в головке блока цилиндров (рис. 2.232).
Диаметр гнезда толкателя клапана: 31,000–31,025 мм.
Если диаметр не соответствует номинальному, замените головку блока цилиндров.
Вычьтите измеренный диаметр толкателя клапана из диаметра гнезда толкателя клапана.
Номинальный масляный зазор: 0,024–0,059 мм.
Максимально допустимый масляный зазор: 0,079 мм.
Если масляный зазор превышает максимально допустимую величину, замените толкатель клапана. При необходимости, замените головку блока цилиндров.
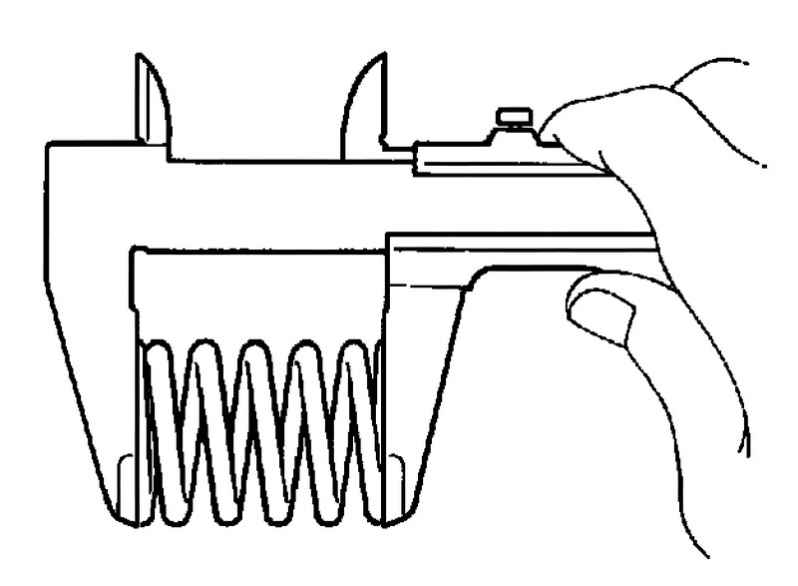
Проверка клапанных пружин
Штангенциркулем измерьте общую длину клапанной пружины в свободном состоянии (рис. 2.233).
Длина в свободном состоянии: 43,40 мм.
Если длина в свободном состоянии не соответствует номинальной величине, клапанную пружину следует заменить.
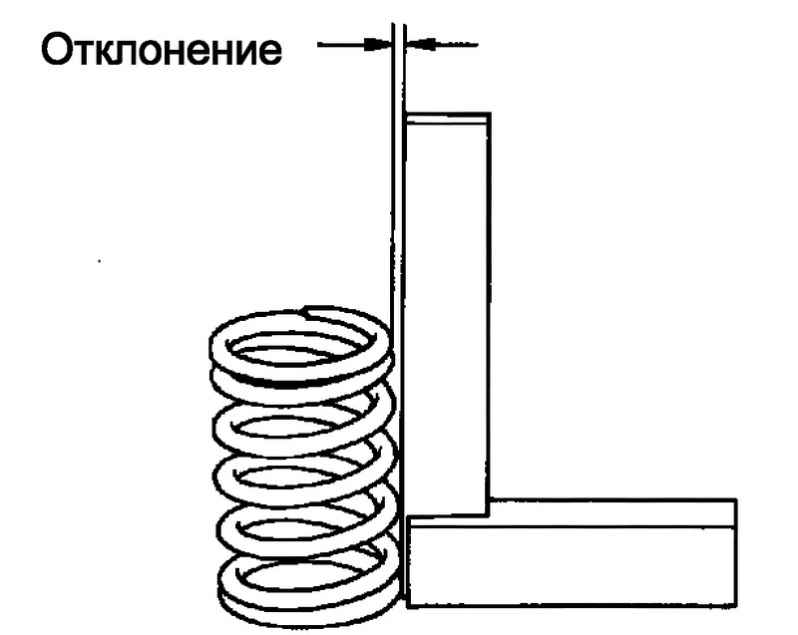
С помощью уголка измерить перпендикулярность клапанной пружины (рис. 2.234).
Максимально допустимое отклонение: 1,6 мм.
Максимально допустимый угол (для справки): 2°
Если отклонение превышает максимально допустимую величину, заменить клапанную пружину.
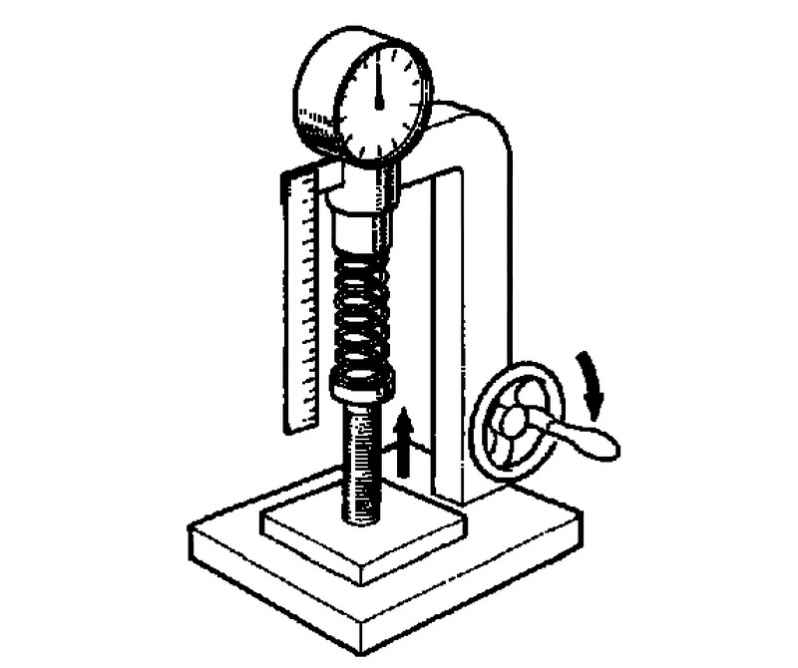
На специальном стенде измерьте усилие сжатия клапанной пружины при номинальной длине (рис. 2.235).
Усилие при номинальной длине: 158,6–175,4 Н при 33,6 мм.
Максимальное рабочее усилие: 335,3–370,7 Н при 24,1 мм.
Если усилие при номинальной длине не соответствует предписанной величине, клапанную пружину следует заменить.
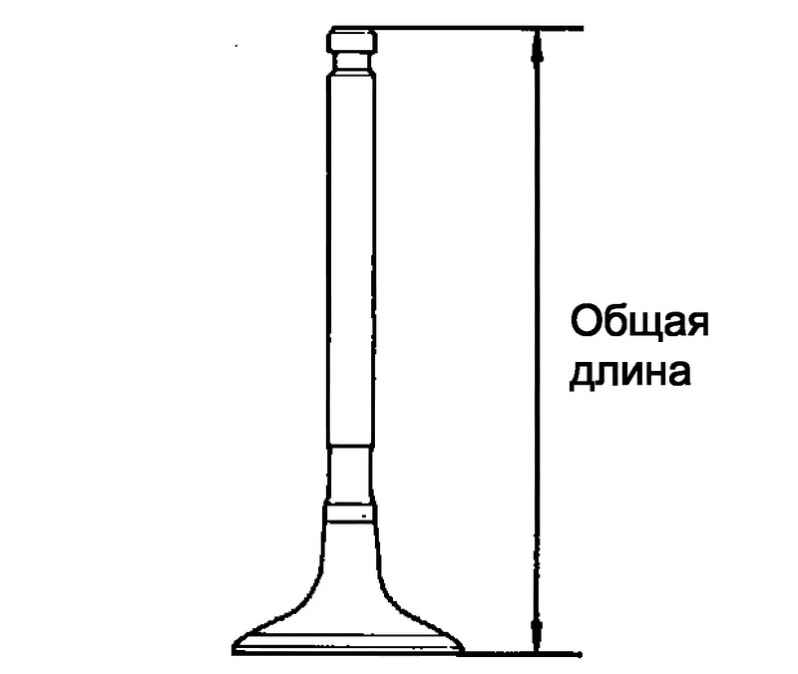
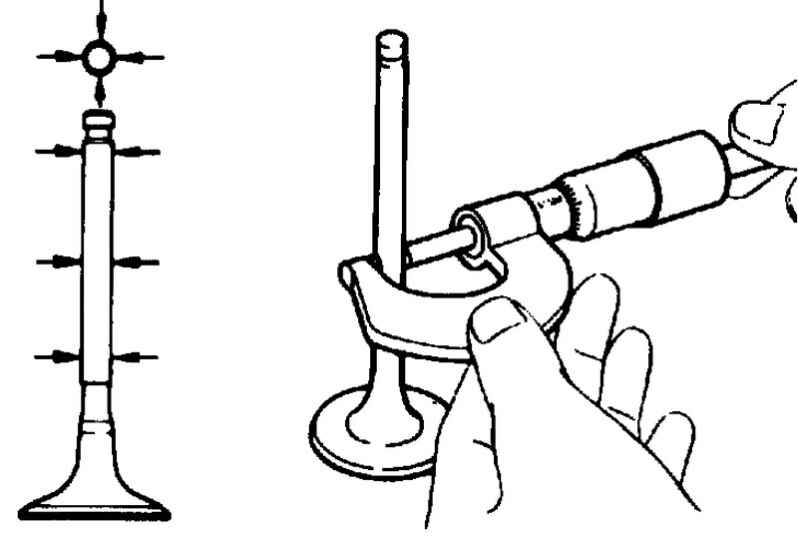
Проверка клапанов
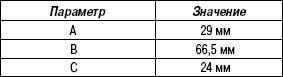
Штангенциркулем измерить общую длину клапана (рис. 2.236).
Номинальная общая длина клапана
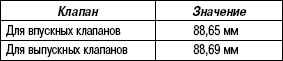 Минимально допустимая общая длина клапана
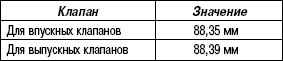 Если общая длина клапана меньше минимально допустимой величины, клапан следует заменить.
Микрометром измерьте диаметр штока клапана (рис. 2.237).
Диаметр штока клапана
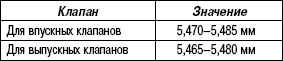 Если диаметр не соответствует номинальному, замените клапан.
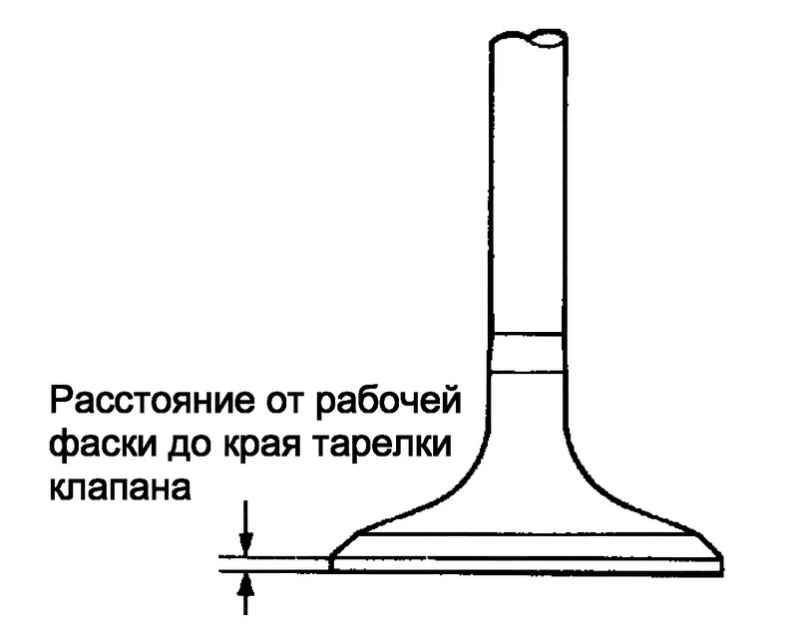
Штангенциркулем измерить расстояние от рабочей фаски до края тарелки клапана (рис. 2.238).
Номинальное расстояние от рабочей фаски до края тарелки клапана: 1,0 мм.
Минимально допустимое расстояние от рабочей фаски до тарелки клапана: 0,7 мм.
Если расстояние меньше минимально допустимой величины, клапан следует заменить.
Проверка масляного зазора штока клапана в направляющей втулке
Нутромером измерьте внутренний диаметр направляющей втулки клапана (рис. 2.239).
Внутренний диаметр втулки: 5,510–5,530 мм.
Если диаметр не соответствует номинальному, замените направляющую втулку клапана.
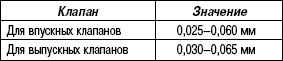
Вычтите измеренный диаметр штока клапана из внутреннего диаметра направляющей втулки клапана.
Номинальный масляный зазор
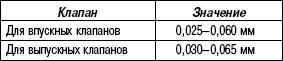 Максимально допустимый масляный зазор
 Если масляный зазор превышает максимально допустимую величину, замените клапан и направляющую втулку клапана.
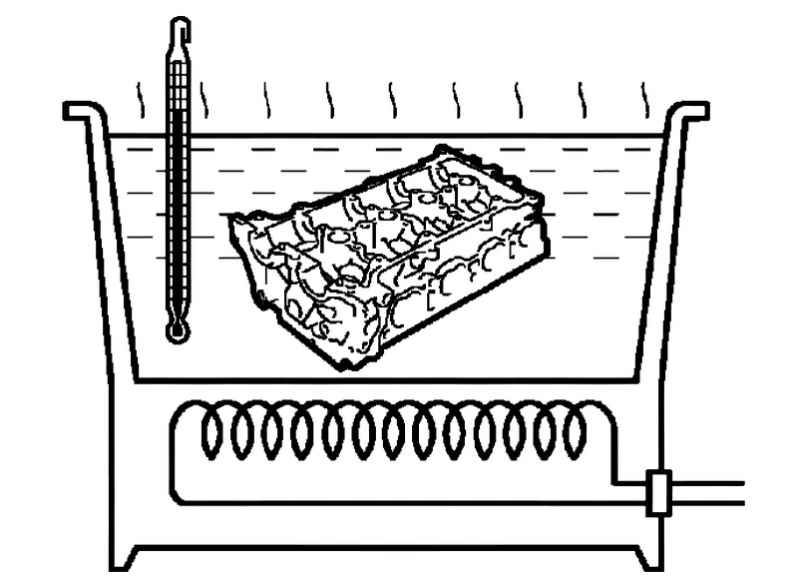
Замена направляющей втулки клапана
Нагрейте головку блока цилиндров до температуры 80–100 °С (рис. 2.240).
Установите головку блока цилиндров на деревянные блоки.
С помощью оправки SST выбейте направляющую втулку клапана (рис. 2.241).
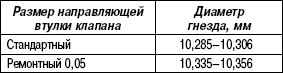
Нутромером измерить диаметр гнезда направляющей втулки клапана в головке блока цилиндров (рис. 2.242).
Диаметр: 10,285–10,306 мм.
Если диаметр гнезда втулки в головке блока цилиндров превышает 10,306 мм, расточите гнездо до диаметра 10,335–10,356 мм для установки направляющей втулки клапана увеличенного ремонтного размера.
 Снова нагрейте головку блока цилиндров до температуры 80–100 °С.
Установите головку блока цилиндров на деревянные блоки.
С помощью оправки SST запрессуйте новую направляющую втулку клапана до номинальной высоты выступания (рис. 2.243).
Высота выступания: 8,7–9,1 мм.
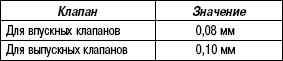
Остроугольной разверткой 5,5 мм расточите направляющую втулку клапана до размера, обеспечивающего номинальный зазор между направляющей втулкой клапана и штоком клапана (рис. 2.244).
Номинальный масляный зазор
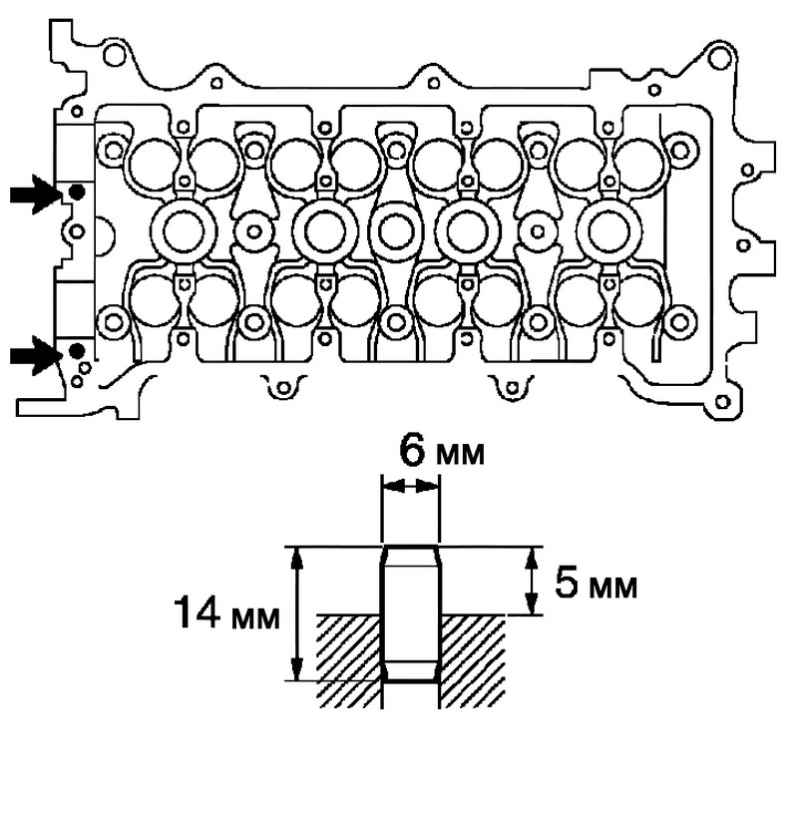
 Запрессовка направляющего штифта
Пластмассовым молотком запрессуйте 2 направляющих штифта (рис. 2.245).
Номинальное выступание: 5 мм.
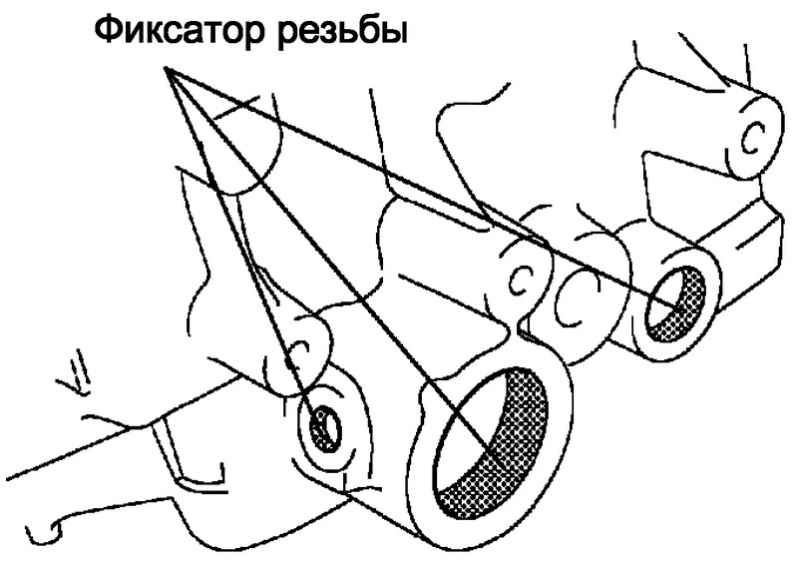
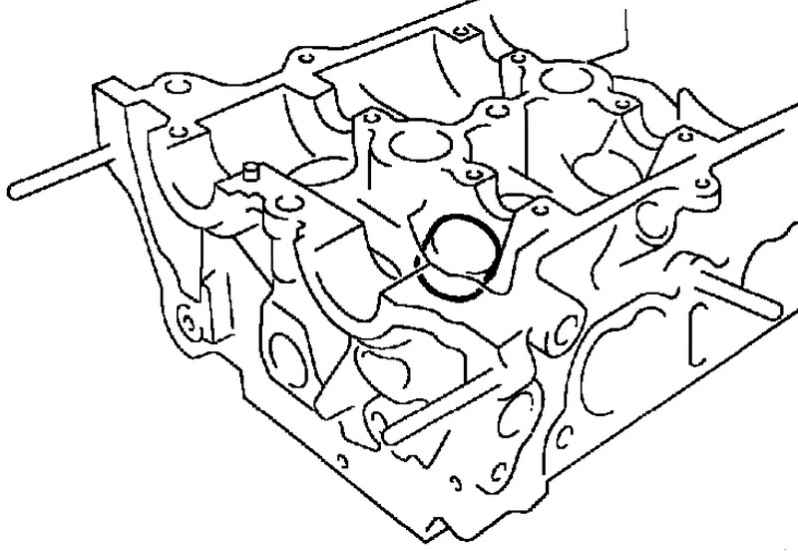
Установка штуцеров
Отметьте предписанное положение штуцеров краской (рис. 2.246).
Смажьте фиксирующей смазкой отверстия под штуцеры в головке блока цилиндров (рис. 2.247).
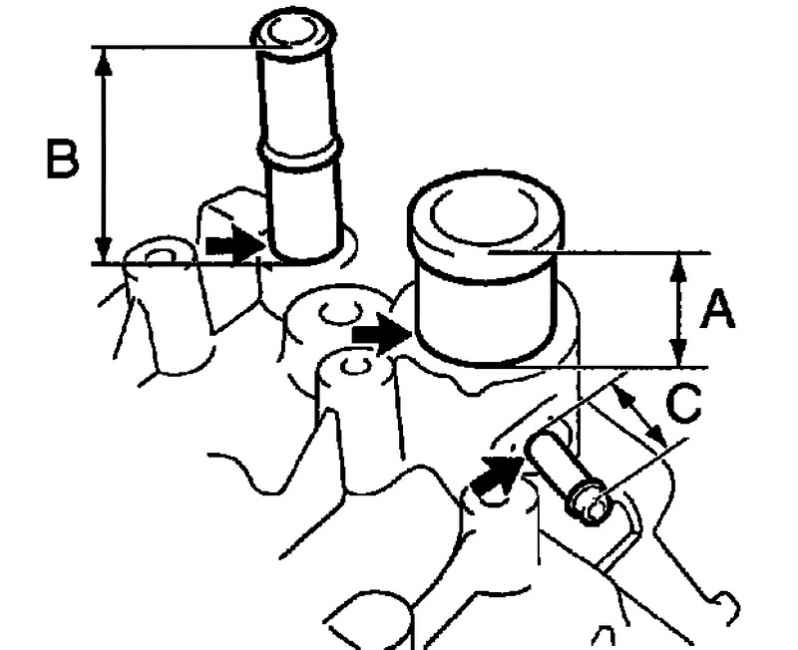
Прессом запрессуйте новые штуцеры, чтобы метка расположилась на уровне поверхности головки блока цилиндров (рис. 2.248).
Номинальное выступание
Охлаждающую жидкость заливайте не ранее, чем через час после установки штуцеров.
Установка шпилек
С помощью торцовых ключей TORX Е5 и Е7 заверните 11 шпилек (рис. 2.249).
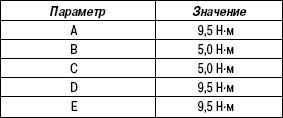
Момент затяжки
 Установка шайб клапанных пружин
Установите в крышку головки блока цилиндров 8 шайб клапанных пружин (рис. 2.250).
Установка маслосъемных колпачков
Смажьте маслосъемные колпачки моторным маслом.
Маслосъемные колпачки впускных клапанов окрашены в серый цвет, а маслосъемные колпачки выпускных клапанов – в черный цвет (рис. 2.251).
С помощью SST от руки установите новые маслосъемные колпачки.
Установка клапанов
Установите в головку блока цилиндров все клапаны в соответствии с описанной процедурой.
Установите головку блока цилиндров на деревянные блоки.
Установите в головку блока цилиндров клапаны, внутренние пружины клапанов и тарелки пружин.
С помощью SST, сожмите пружину и установите на шток клапана 2 сухаря тарелки клапанной пружины.
Бородком 5 и молотком слегка ударьте по верхнему торцу штока клапана, чтобы сухари заняли правильное положение.
Установка толкателей клапанов
Смажьте 16 толкателей клапанов моторным маслом.
Установите в головку блока цилиндров 16 толкателей клапанов (рис. 2.253).
Установка конической резьбовой пробки №2
С помощью торцевой головки 10 заверните коническую резьбовую пробку с новой прокладкой.
Момент затяжки: 44 Н·м.
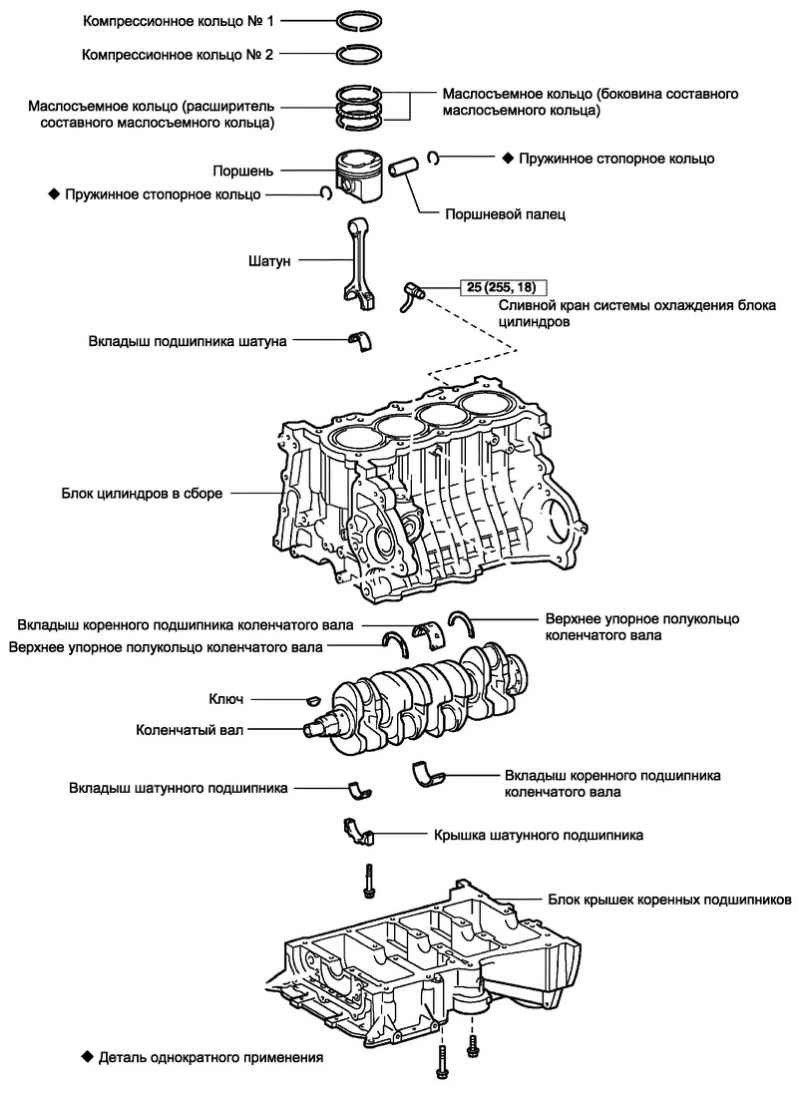
Переборка блока цилиндров.
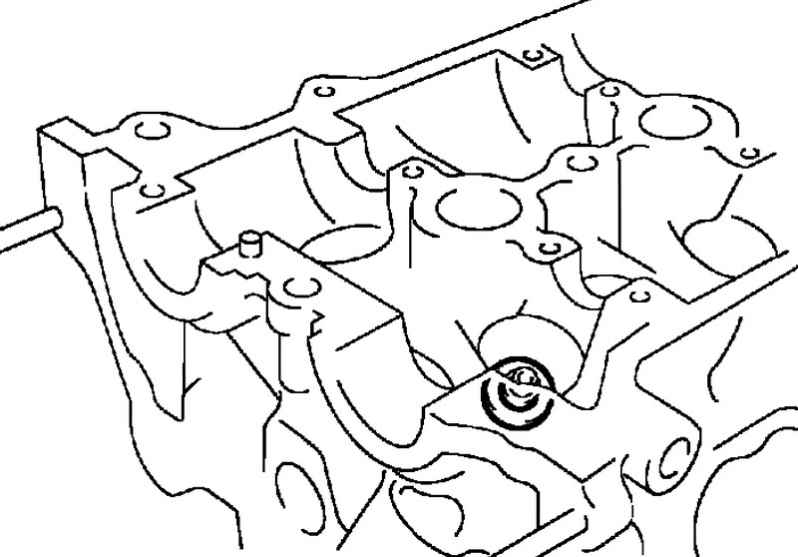
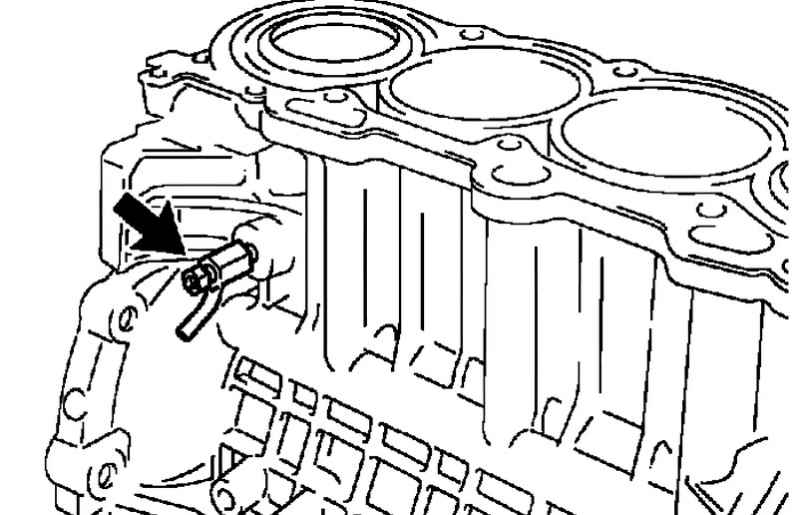
Снятие крана для слива охлаждающей жидкости в сборе
Выверните из блока цилиндров кран для слива охлаждающей жидкости в сборе (рис. 2.255).
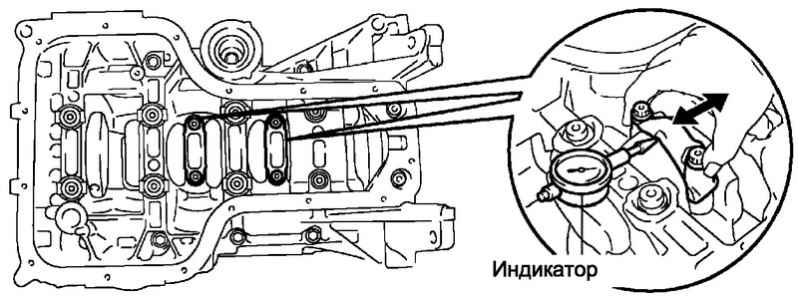
Проверка осевого зазора шатуна
Поверните коленчатый вал и установите поршень цилиндра №1 в ВМТ такта сжатия.
Смещая шатун назад и вперед, индикатором измерьте осевой зазор в шатунах цилиндров №2 и №3 (рис. 2.256).
Номинальный осевой зазор: 0,160–0,342 мм.
Максимально допустимый осевой зазор: 0,342 мм.
Если осевой зазор превышает максимально допустимую величину, замените шатун.
При необходимости, замените коленчатый вал.
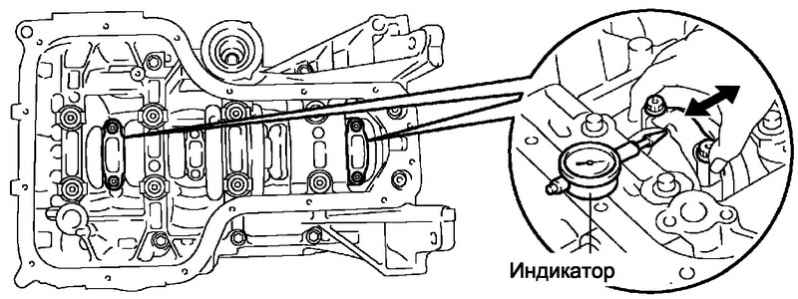
Поверните коленчатый вал и установите поршень цилиндра №2 в ВМТ такта сжатия.
Смещая шатун назад и вперед, индикатором измерьте осевой зазор в шатунах цилиндров №1 и №4 (рис. 2.257).
Номинальный осевой зазор: 0,160–0,342 мм.
Максимально допустимый осевой зазор: 0,342 мм.
Если осевой зазор превышает максимально допустимую величину, замените шатун.
При необходимости, замените коленчатый вал.
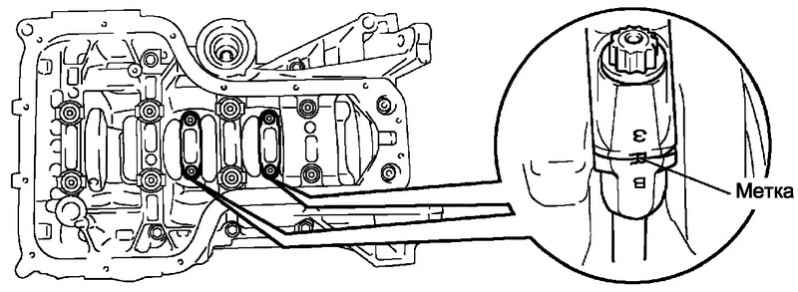
Проверка масляного зазора шатуна
Поверните коленчатый вал и установите поршень цилиндра №1 в ВМТ такта сжатия.
Измерьте масляный зазор в шатунах цилиндров №2 и №3.
Краской нанесите на шатунах и на крышках подшипников номера соответствующих цилиндров.
Метки на шатунах и на крышках подшипников необходимы для правильной сборки (рис. 2.258).
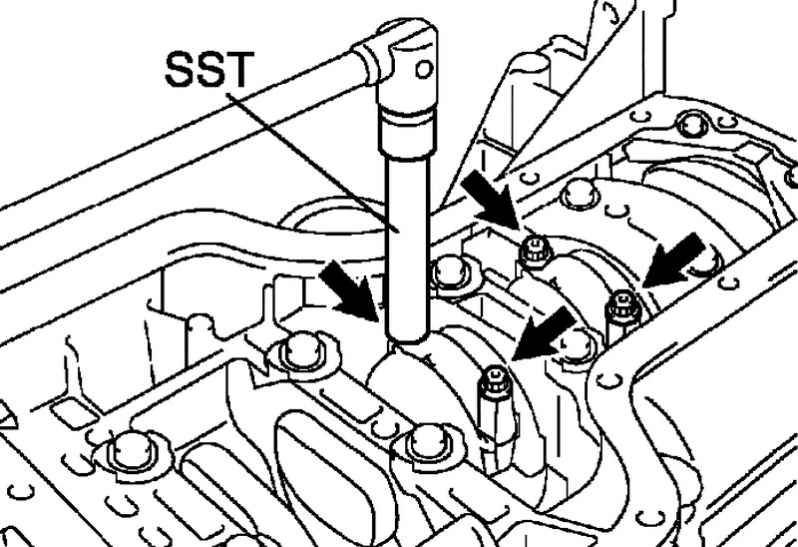
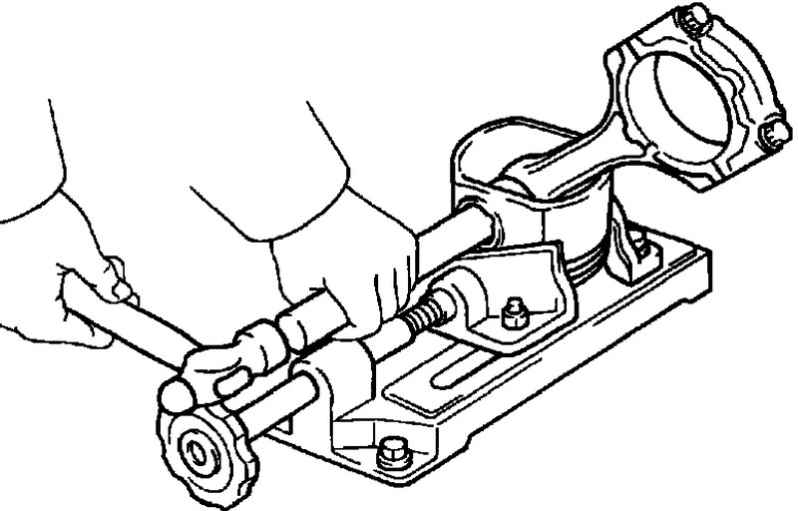
С помощью SST выверните 4 болта крепления и снимите 2 крышки шатунов (рис. 2.259).
Очистите все шатунные шейки и вкладыши подшипников шатунов.
Убедитесь в отсутствии раковин и царапин на шатунных шейках и на вкладышах подшипников.
Уложите вдоль шатунной шейки сминаемый пластичный калибр (рис. 2.260).
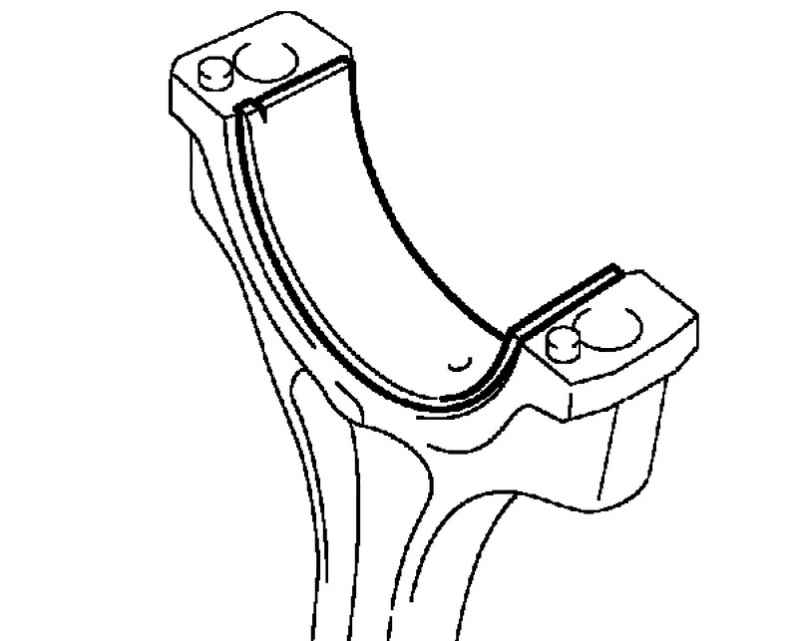
Убедитесь, что выступы на крышках подшипников шатунов расположены в правильном направлении (рис. 2.261).
Нанесите тонкий слой моторного масла на резьбу и под головки болтов крышек шатунов.
С помощью SST в несколько приемов затяните болты до предписанного момента.
Момент затяжки: 20 Н·м.
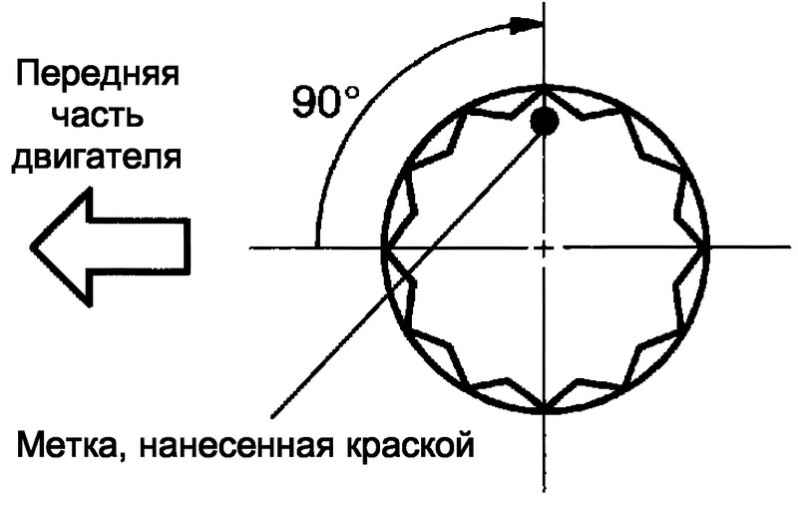
Пометьте переднюю сторону каждого из болтов крышек шатунов краской.
Доверните болты крепления крышки на 90°, как указано на рисунке 2.262.
Убедитесь, что коленчатый вал вращается плавно.
С помощью SST выверните 4 болта и снимите 2 крышки шатунов.
Измерьте сминаемые пластичные калибры в самом широком месте.
Номинальный масляный зазор: 0,028–0,060 мм.
Максимально допустимый масляный зазор: 0,080 мм.
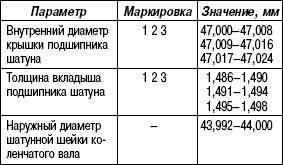
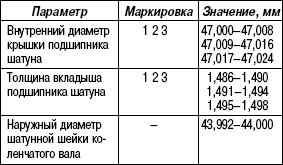
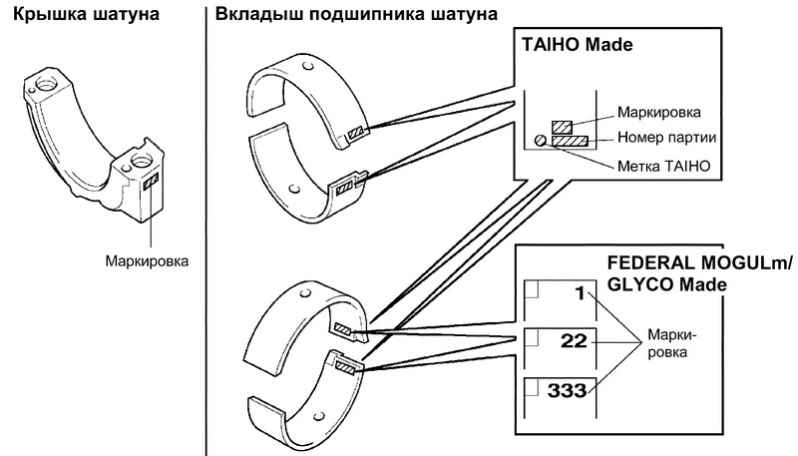
При замене вкладыш подшипника подбирайте по номеру, выбитому на шатуне. Поставляются вкладыши подшипников 3 стандартных размерных классов, помеченные соответственно цифрами «1», «2» и «3» (рис. 2.263).
 Поверните коленчатый вал и установить поршень цилиндра №2 в ВМТ такта сжатия.
Измерьте масляный зазор в шатунах цилиндров №1 и №4 (см. рис. 2.258).
Краской нанесите на шатунах и на крышках подшипников номера соответствующих цилиндров.
С помощью SST выверните 4 болта и снимите 2 крышки шатунов.
Очистите все шатунные шейки и вкладыши подшипников шатунов.
Убедитесь в отсутствии раковин и царапин на шатунных шейках и на вкладышах подшипников.
Уложите вдоль шатунной шейки сминаемый пластичный калибр (рис. 2.264).
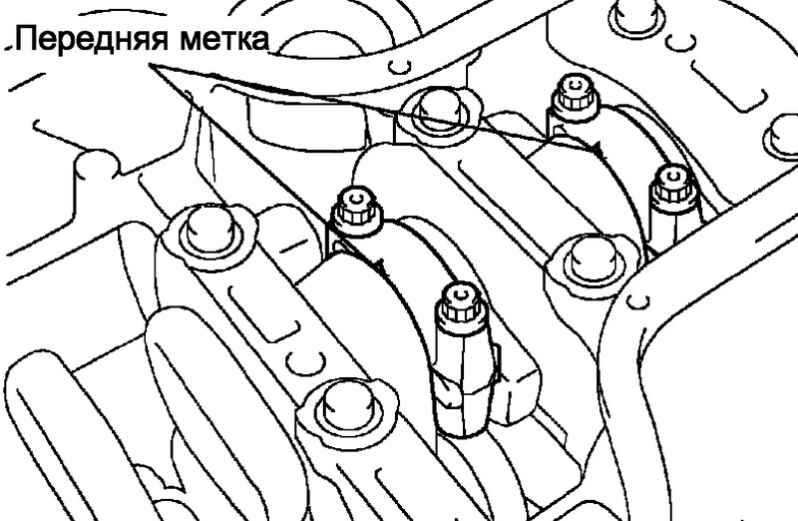
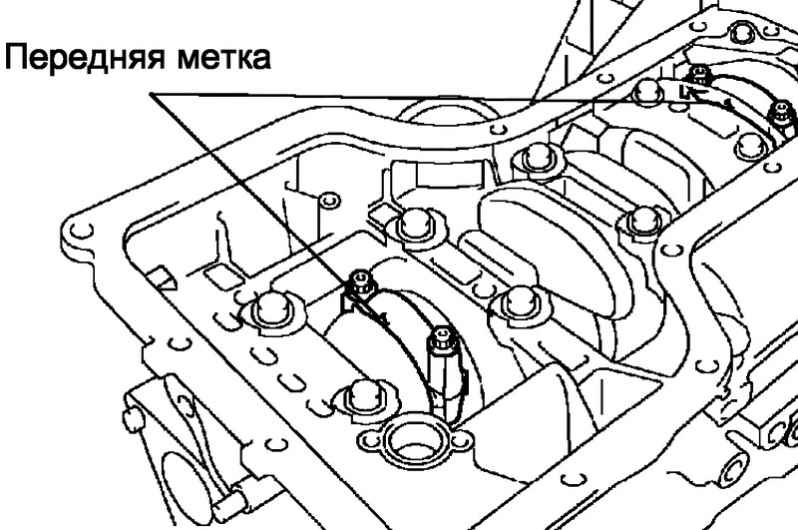
Убедиться, что передние метки на крышках подшипников шатунов расположены правильно (рис. 2.265).
Нанесите тонкий слой моторного масла на резьбу и под головки болтов крышек шатунов.
С помощью SST 09205-16010 в несколько приемов затяните болты до предписанного момента.
Момент затяжки: 20 Н·м.
Пометьте переднюю сторону каждого из болтов крышек шатунов краской.
Доверните болты крепления крышки на 90°, как указано на рисунке 2.262.
Убедитесь, что коленчатый вал вращается плавно.
С помощью SST выверните 4 болта и снимите 2 крышки шатунов.
Измерьте сминаемые пластичные калибры в самом широком месте.
Номинальный масляный зазор: 0,028–0,060 мм.
Максимально допустимый масляный зазор: 0,080 мм.
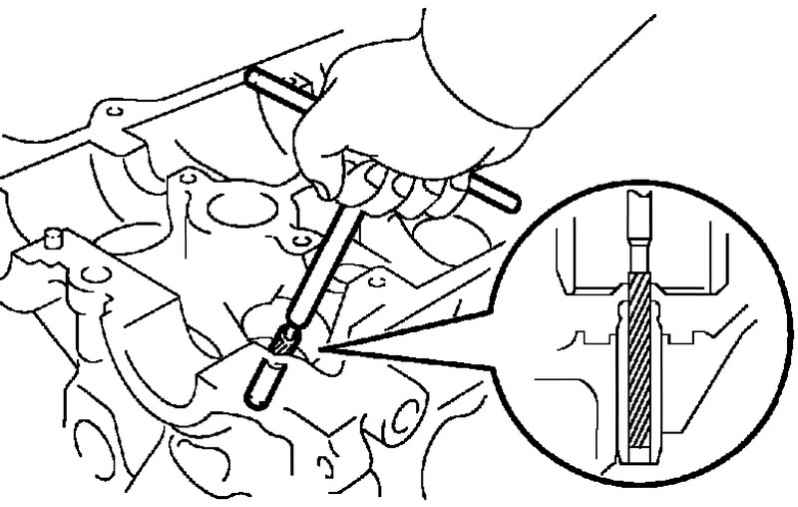
 Снятие шатунов в сборе
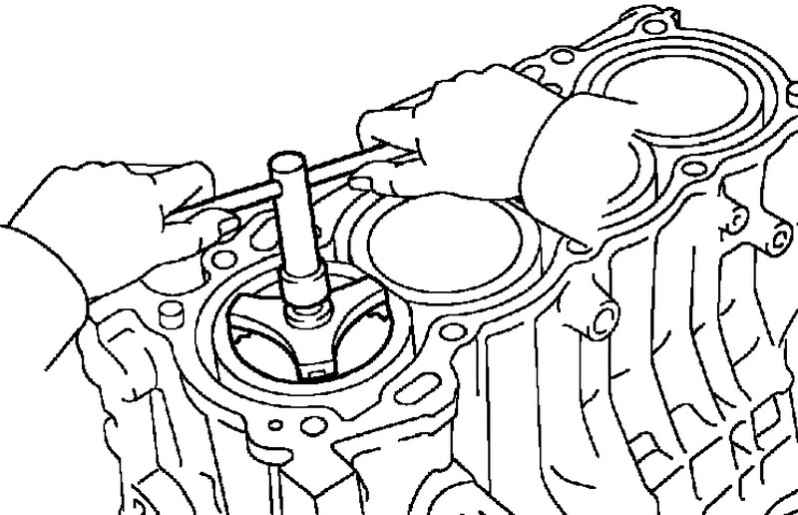
Разверткой удалите нагар в верхней части цилиндра (рис. 2.266).
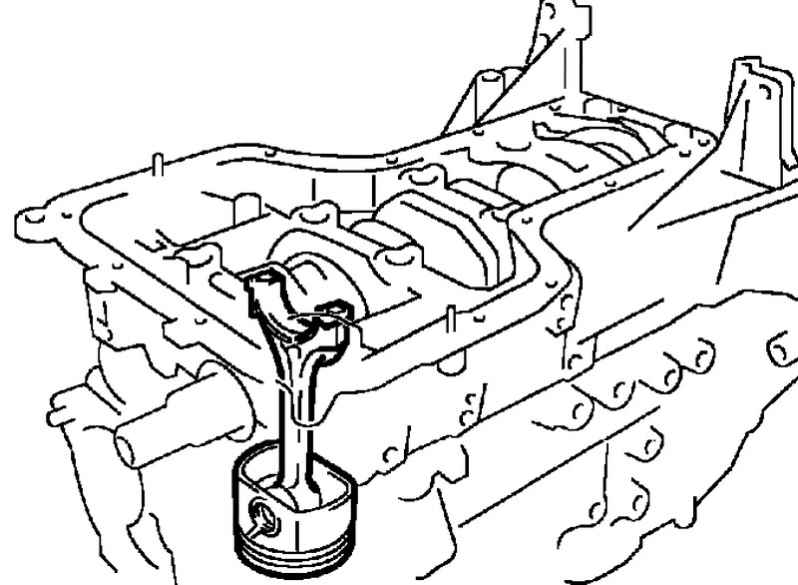
Протолкните поршень, в сборе с шатуном и верхним вкладышем подшипника вверх и извлеките из цилиндра (рис. 2.267).
Снятие вкладышей шатунных подшипников
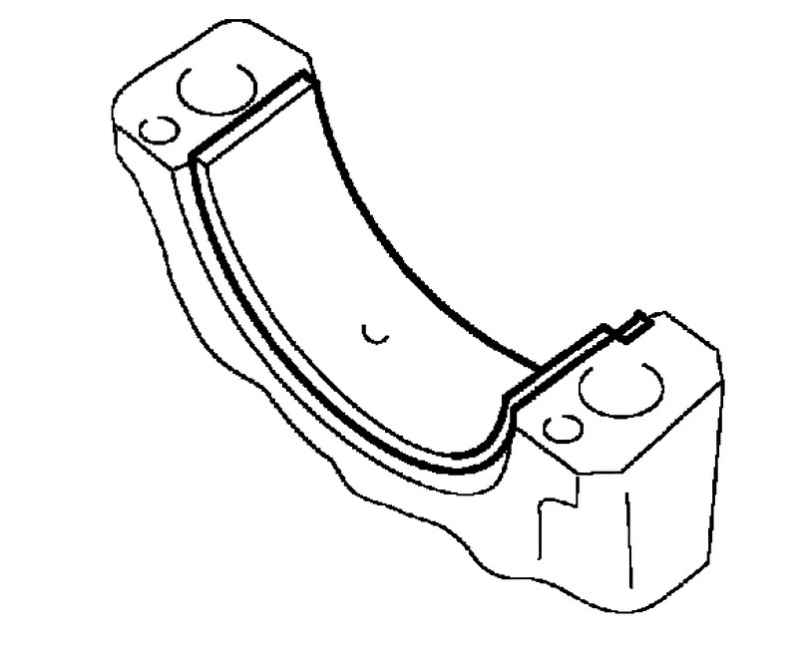
Извлеките из крышки нижний вкладыш шатунного подшипника (рис. 2.268).
Извлеките из шатуна верхний вкладыш шатунного подшипника (рис. 2.269).
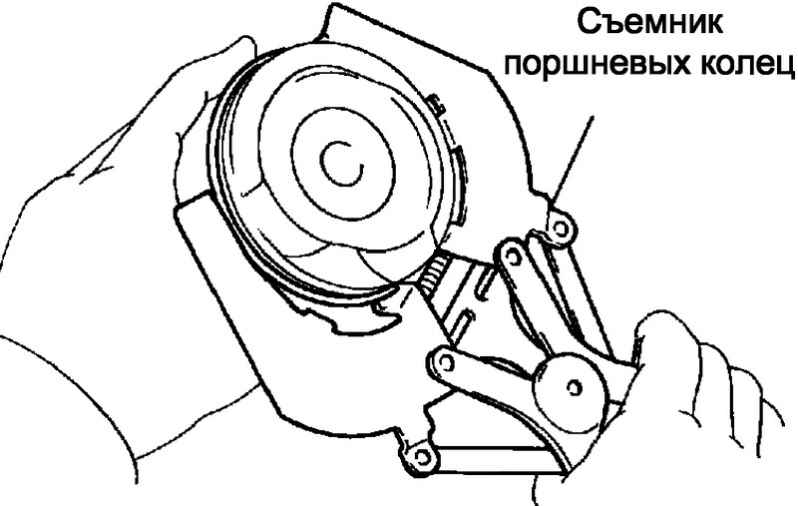
Снятие поршневых колец
С помощью съемника поршневых колец снимите 2 компрессионных кольца (рис. 2.270).
Руками снимите 2 боковины составного маслосъемного кольца.
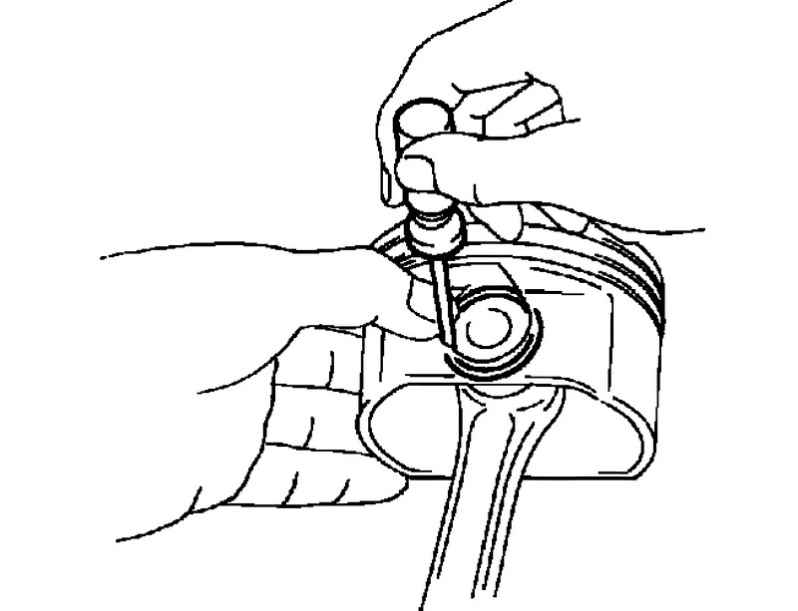
Снятие поршня в сборе с поршневым пальцем
Небольшой отверткой снимите 2 пружинных стопорных кольца (рис. 2.271).
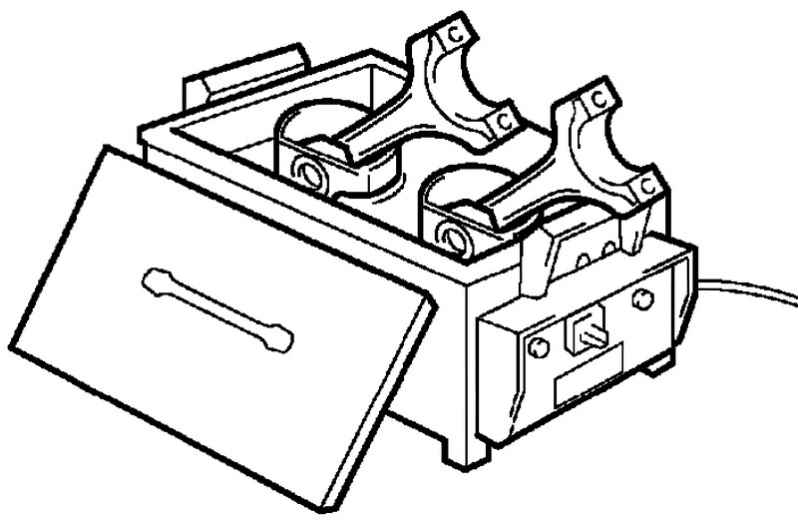
Нагрейте поршни до температуры 80–90 °С (рис. 2.272).
С помощью пластмассового молотка и латунного стержня аккуратно выбейте поршневой палец и снимите шатун (рис. 2.273).
Извлечение коленчатого вала
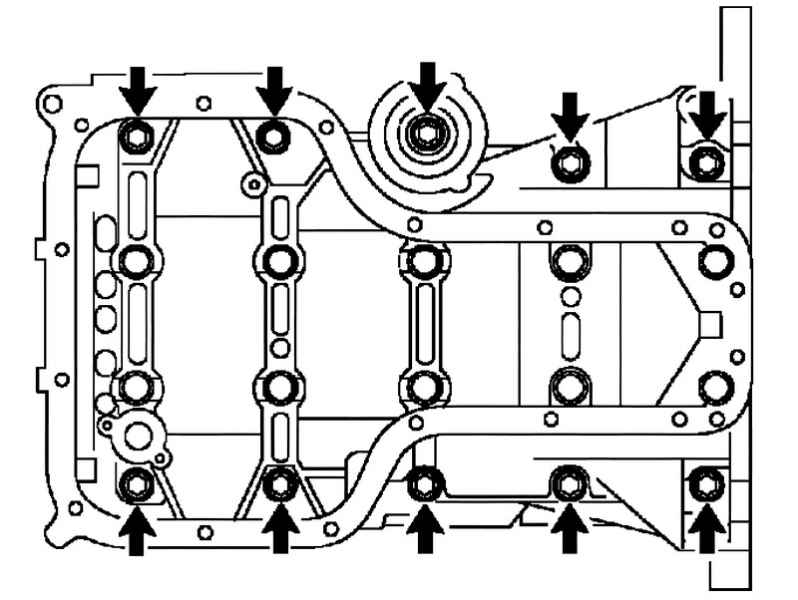
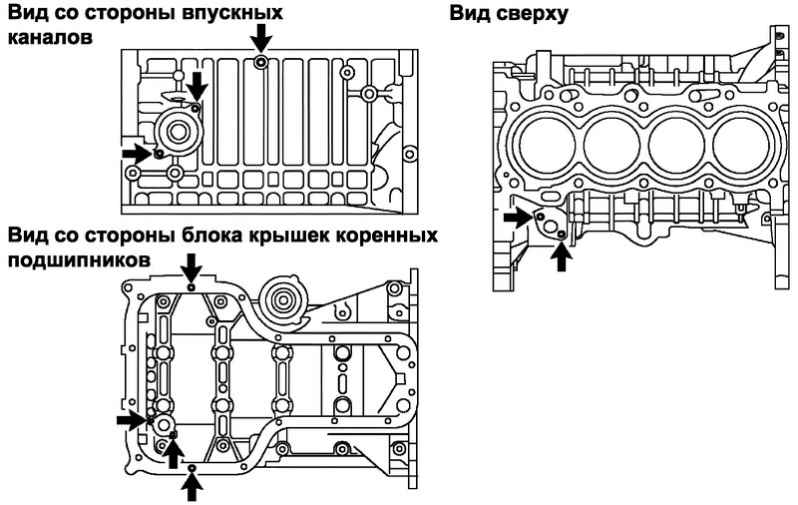
Выверните 10 болтов крепления из блока крышек коренных подшипников (рис. 2.274).
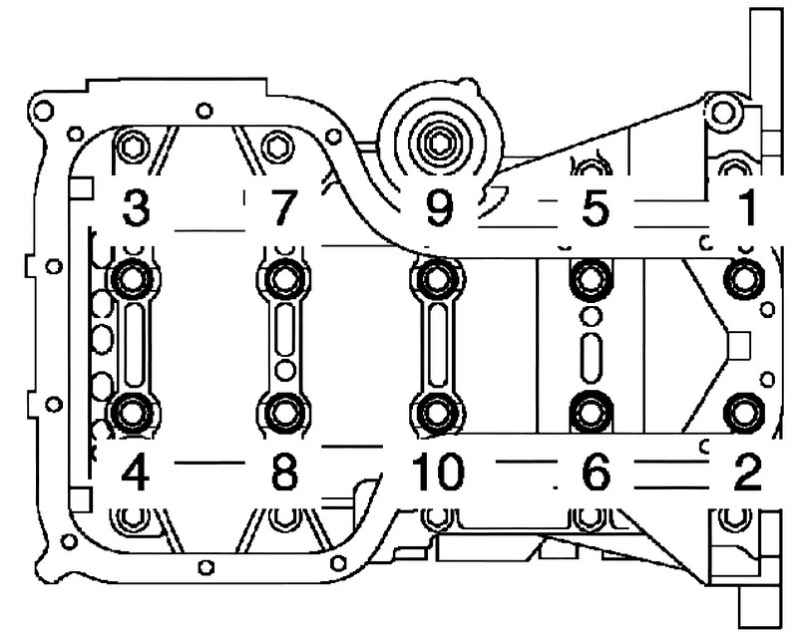
В несколько приемов, равномерно, ослабьте и выверните 10 болтов крепления блока крышек подшипников в указанной на рисунке 2.275 последовательности.
Вставив отвертку в указанных точках между блоком цилиндров и блоком крышек коренных подшипников, отделите блок крышек коренных подшипников (рис. 2.276).
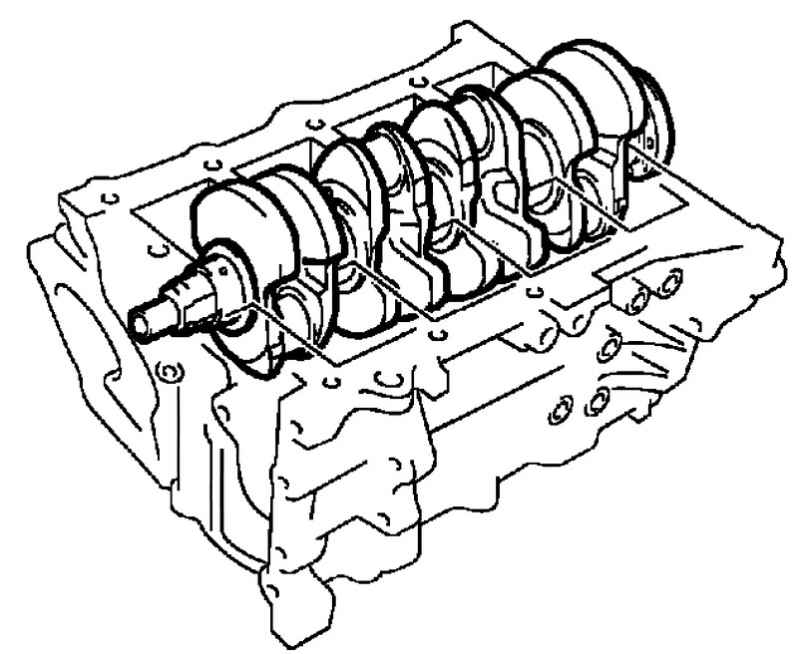
Извлеките коленчатый вал из блока цилиндров (рис. 2.277).
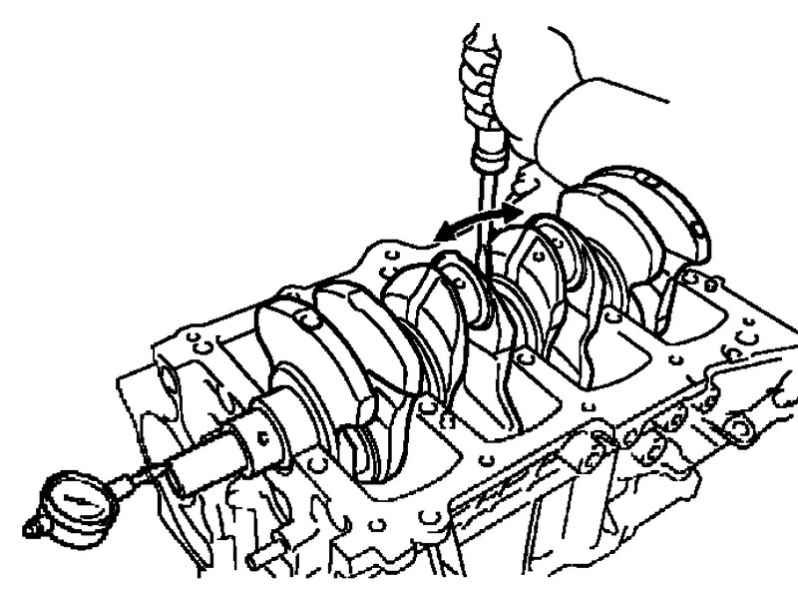
Проверка осевого зазора коленчатого вала
Отверткой смещая коленчатый вал в осевом направлении, индикатором часового типа измерьте осевой зазор (рис. 2.278).
Номинальный осевой зазор: 0,04–0,24 мм.
Максимально допустимый осевой зазор: 0,30 мм.
Если осевой зазор превышает максимально допустимую величину, измерьте толщину упорных полуколец.
Если толщина упорного полукольца не соответствует номинальному значению, замените упорное полукольцо.
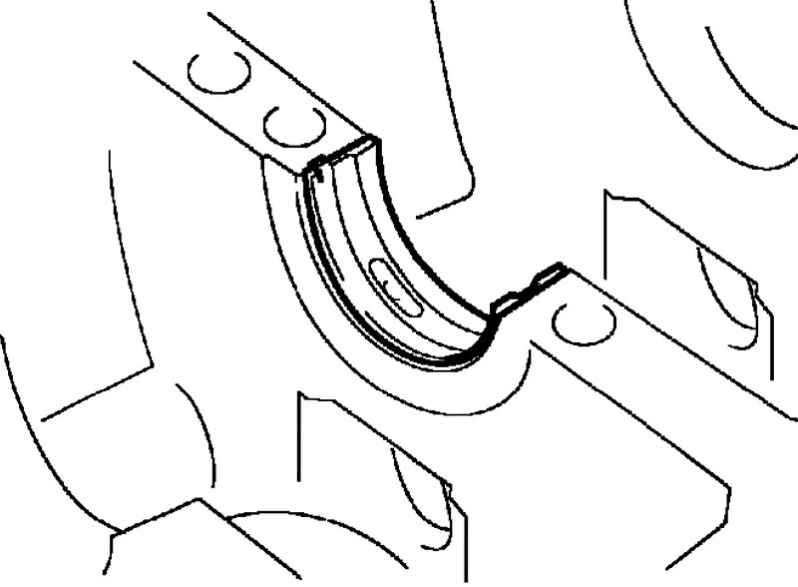
Извлечение верхних упорных полуколец коленчатого вала
Извлеките из блока цилиндров 2 упорных полукольца (рис. 2.279).
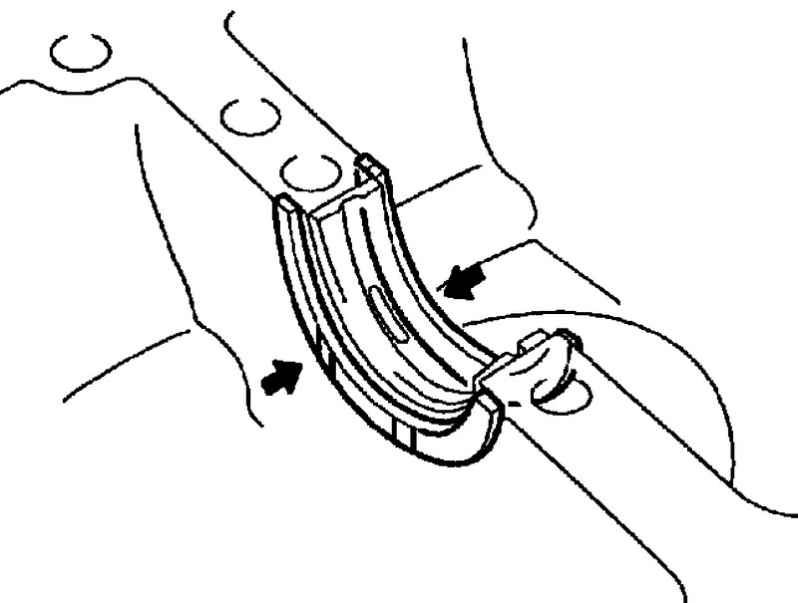
Извлечение вкладышей коренных подшипников
Извлеките из блока цилиндров 5 вкладышей коренных подшипников (рис. 2.280).
Выворачивание шпилек
С помощью торцовых ключей TORX Е5 и Е7 выверните 9 шпилек (рис. 2.281).
|







Copyright © 2007-2024 Все права защищены. Все торговые марки являются собственностью их владельцев.