|
РЕМОНТ ОБСЛУЖИВАНИЕ ЭКСПЛУАТАЦИЯ АВТОМОБИЛЕЙ ВАЗ 2115, 2114 (Лада Самара) полные технические характеристики. диагностика. электросхемы |
2.8.2. Проверка технического состояния и ремонтПроверка. Тщательно вымойте блок цилиндров и очистите масляные каналы. Продув и просушив сжатым воздухом, осмотрите блок цилиндров. Трещины в опорах или других местах блока цилиндров не допускаются.
Если имеется подозрение на попадание охлаждающей жидкости в картер, то на специальном стенде проверьте герметичность блока цилиндров. Для этого, заглушив отверстия охлаждающей рубашки блока цилиндров, нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение двух минут не должно наблюдаться утечки воды из блока цилиндров.
Если наблюдается попадание масла в охлаждающую жидкость, то без полной разборки двигателя проверьте, нет ли трещин у блока цилиндров в зонах масляных каналов. Для этого слейте охлаждающую жидкость из системы охлаждения, снимите головку цилиндров, заполните рубашку охлаждения блока цилиндров водой и подайте сжатый воздух в вертикальный масляный канал блока цилиндров. В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, замените блок цилиндров.
Проверьте плоскость разъема блока цилиндров с головкой с помощью линейки и набора щупов. Линейка устанавливается по диагоналям плоскости и в середине в продольном направлении и поперек. Допуск плоскостности составляет 0,1 мм.
Ремонт цилиндров. Проверьте, не превышает ли износ цилиндров максимально допустимый – 0,15 мм.
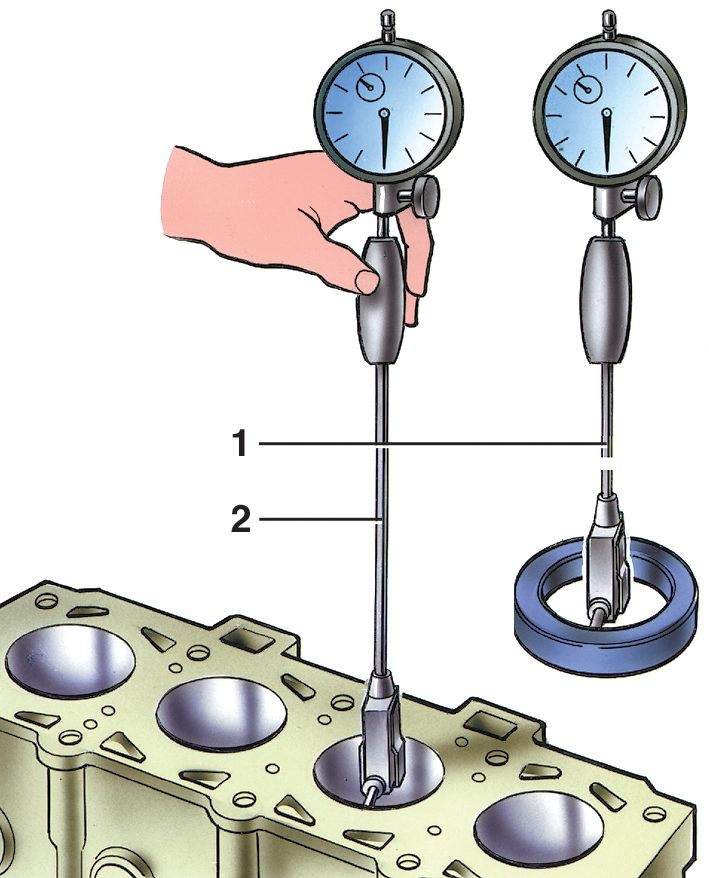
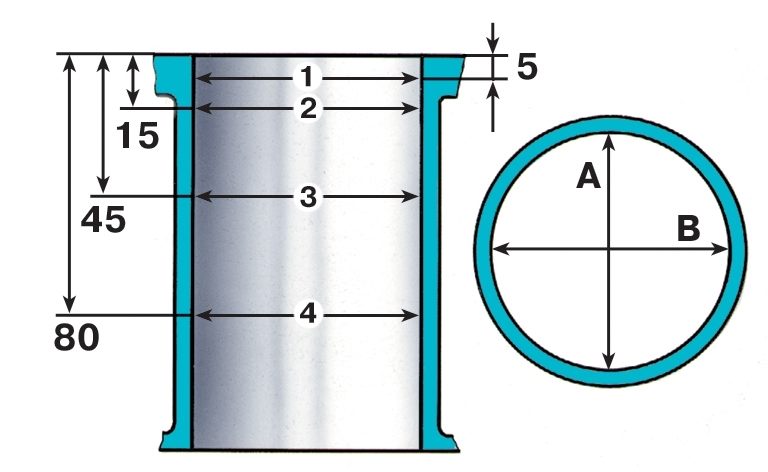
Диаметр цилиндра измеряется нутромером (рис. 2.29) в четырех поясах, как в продольном, так и в поперечном направлении двигателя (рис. 2.30). Для установки нутромера на ноль применяется калибр 67.8125.9502.
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров.
Если максимальная величина износа больше 0,15 мм — расточите цилиндры до ближайшего ремонтного размера, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
|
Copyright © 2026 Все права защищены. Все торговые марки являются собственностью их владельцев.