|
РЕМОНТ ОБСЛУЖИВАНИЕ ЭКСПЛУАТАЦИЯ АВТОМОБИЛЕЙ УАЗ 3163 (Patriot) полные технические характеристики. диагностика. электросхемы |
5.13.4. Разборка, ремонт и сборка головки блока цилиндровВ большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов, шлифовке или замене седел клапанов. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: шестигранник «на 8», ключ «на 10», приспособления для сжатия клапанных пружин и притирки клапанов.
1. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
2. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»).
3. Снимите впускную трубу (см. «Замена прокладки впускной трубы»).
4. Снимите выпускной коллектор (см. «Замена прокладки выпускного коллектора»).
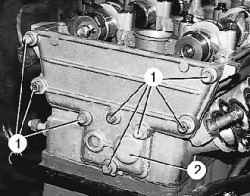
7. Установите на головку блока приспособление для сжатия пружин клапанов (см. «Замена маслосъемных колпачков клапанов»). Сжав пружины клапанов с помощью приспособления, выньте сухари клапана. Затем, постепенно ослабляя нажатие на ручку приспособления, полностью разожмите пружины клапана. Снимите приспособление с головки блока. Выньте тарелку пружин клапана. Затем выньте наружную и внутреннюю пружины клапана.
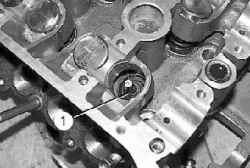
10. Выньте клапан со стороны камеры сгорания.
11. Аналогично извлеките остальные клапаны.
12. После разборки головки блока цилиндров промойте все детали в бензине, протрите и высушите. Очистите камеры сгорания и клапаны от нагара.
13. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
14. Удалите с привалочной поверхности головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
15. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
16. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность диаметров отверстия во втулке и стержня клапана. Предельно допустимый зазор 0,2 мм. Если зазор превышает указанное значение, замените клапан и направляющую втулку. Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания. Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в поверхность головки блока со стороны отверстия под гидротолкатели. Перед установкой втулки нужно охладить до –40...–45 °С, а головку блока нагреть до температуры +160...+175 °С. Втулка должна вставляться в головку блока свободно или с незначительным усилием. В запасные части поставляют направляющие втулки клапанов трех ремонтных размеров. Втулки 1-го ремонтного размера — это втулки с увеличенным на 0,02 мм наружным диаметром, 2-го — с наружным диаметром, равным 14,2+0,053 +0,040 мм, 3-го — с увеличенным на 0,02 мм диаметром второго размера. При установке втулок 1-го ремонтного размера отверстие под втулку в головке блока растачивать не нужно. При установке втулок 2-го и 3-го ремонтных размеров нужно расточить отверстие до диаметра 14,2+0,023 –0,050 мм. После установки новых втулок разверните в них отверстия под клапаны до размеров, указанных в табл. 5.1.
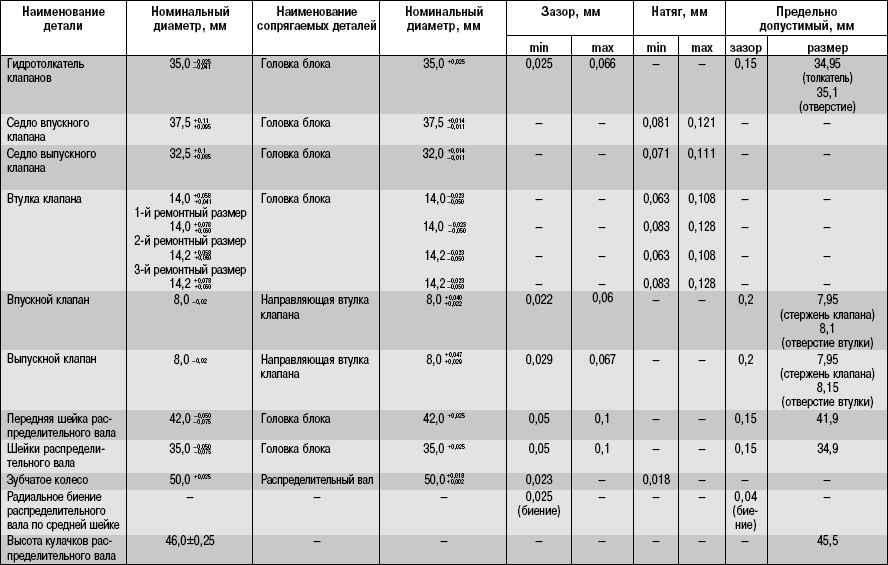
Таблица 5.1 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей головки блока цилиндров двигателя мод. ЗМЗ–409.10
17. Проверьте с помощью металлической линейки и щупов плоскостность привалочной поверхности головки. Для этого поставьте линейку ребром на поверхность головки блока цилиндров посередине, вдоль и затем поперек, а затем щупом измерьте зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
18. Проверьте зазоры в подшипниках распределительных валов (см. «Снятие, дефектовка и установка распределительных валов»).
19. Проверьте зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока. Зазор вычисляют как разность диаметров канала и гидротолкателя. Номинальный диаметр канала под гидротолкатель 35,0+0,025 мм, предельно допустимый – 35,1 мм. Номинальный диаметр гидротолкателя 35,0–0,025 –0,041 мм, предельно допустимый – 34,95 мм. Предельно допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если и это не даст положительного результата, замените головку блока.
20. Осмотрите клапаны. При обнаружении на рабочей фаске клапана трещин, при короблении головки клапана, прогорании и деформации стержня клапан необходимо заменить. Незначительные риски на рабочей фаске клапана можно вывести притиркой (см. «Притирка клапанов»).
21. Проверьте состояние пружин клапанов. Искривленные и с трещинами пружины замените.
22. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
23. Проверьте на наличие деформаций фланцы для впускной трубы и выпускного коллектора, деформированную головку замените.
24. Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
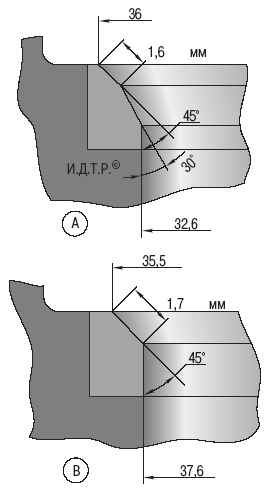
При шлифовании выдержите размеры седла, указанные на рис. 5.10. После шлифования проверьте биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм. Притрите клапаны. Затем тщательно очистите и продуйте сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц. Следует учесть, что после шлифования седло клапана глубже садится в седло. Поэтому после шлифования нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала. Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
27. Проверьте соосность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о соосности расположения клапана и седла.
28. Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
29. Замените маслосъемные колпачки независимо от их состояния.
30. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
31. Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
32. Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
|




Copyright © 2007-2024 Все права защищены. Все торговые марки являются собственностью их владельцев.