|
РЕМОНТ ОБСЛУЖИВАНИЕ ЭКСПЛУАТАЦИЯ АВТОМОБИЛЕЙ Фольксваген Пассат Б6. Volkswagen Passat B6 (с 2004 года выпуска) полные технические характеристики. диагностика. электросхемы |
2.2.17. Ремонт клапанного механизма
Детали клапанного механизма показаны на рис. 2.45.
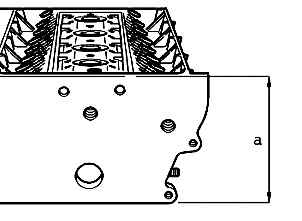
Обработка посадочной поверхности головки блока цилиндров
Припуск на обработку ГБЦ a = не менее 108,25 мм (рис. 2.46).
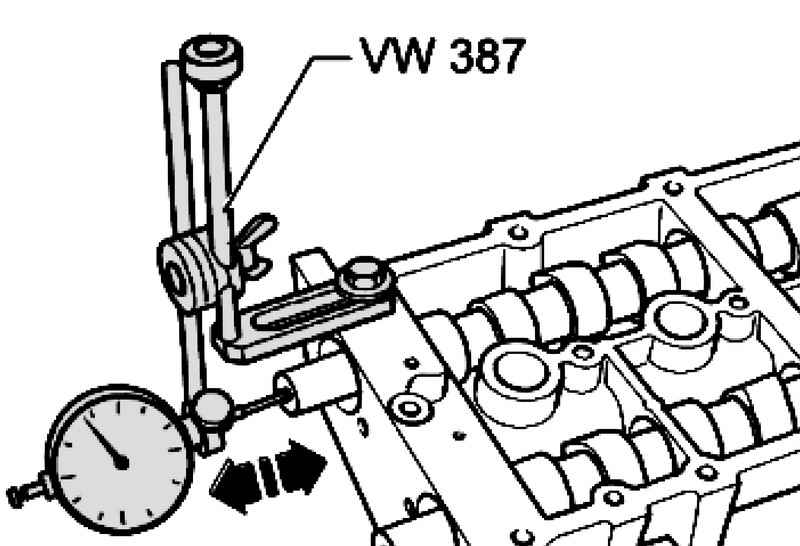
Проверка осевого смещения распредвала
Проведите измерения при снятом картере распределительных валов и установленной крышке.
Предельный допуск макс. 0,40 мм
Размеры клапанов
Смотри рис. 2.48.

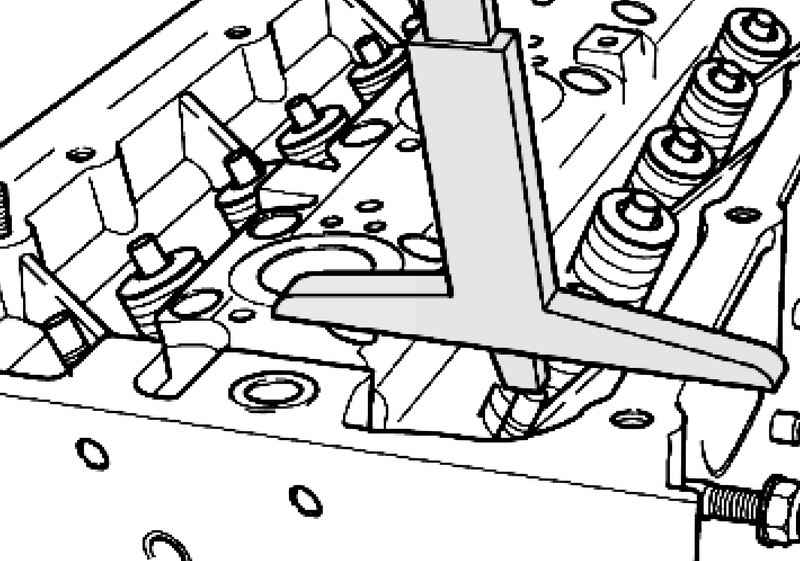
Обработка седел клапанов
Измерьте расстояние между концом стержня клапана и верхним краем головки блока цилиндров (рис. 2.49).
Рассчитайте максимально допустимый припуск на обработку на основе замеренного расстояния и минимально допустимого размера.
Минимальные размеры
Впускной клапан – 7,6 мм,
Выпускной клапан – 7,6 мм
Измеренное расстояние минус минимальный размер = максимально допустимый припуск на обработку.
Пример
Измеренное расстояние – 8,0 мм
Минимальный размер – 7,6 мм
Макс. допустимый припуск на обработку – 0,4 мм (8,0 мм – 7,6 мм).
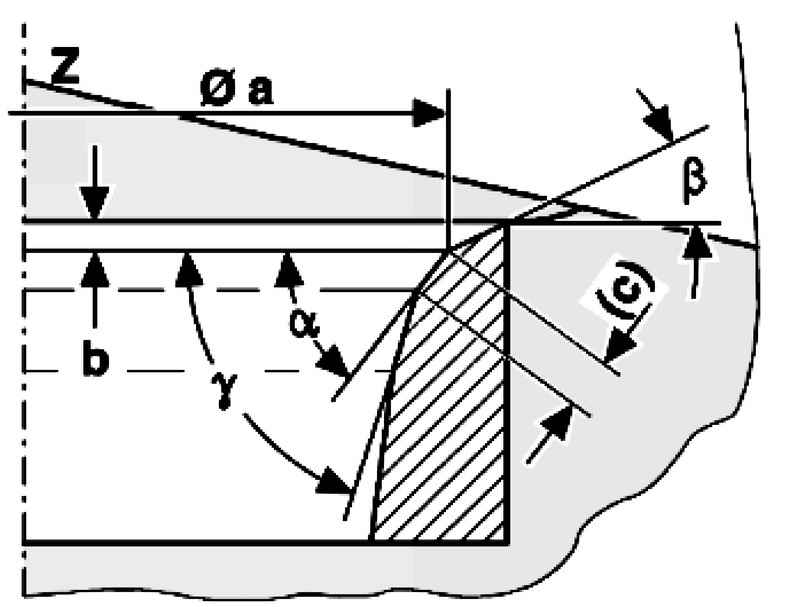
Обработка седла впускного клапана
a = Ж28,7 мм;
b = макс. допустимый припуск на обработку;
c = 1,5–1,8 мм;
Z = нижний край головки блока цилиндров;
a = 45° угол седла клапана;
b = 30° верхняя корректирующая фаска;
g = 60° нижняя корректирующая фаска.
Обработка седла выпускного клапана
a = Ж25,0 мм;
b = макс. допустимый припуск на обработку;
c = около. 1,8 мм;
Z = нижний край головки блока цилиндров;
a = 45° угол седла клапана;
b = 30° верхняя корректирующая фаска;
g = 60° нижняя корректирующая фаска.
|



Copyright © 2007-2024 Все права защищены. Все торговые марки являются собственностью их владельцев.