|
РЕМОНТ ОБСЛУЖИВАНИЕ ЭКСПЛУАТАЦИЯ АВТОМОБИЛЕЙ Ауди А4. Audi A4 (с 2001 по 2005 год выпуска) полные технические характеристики. диагностика. электросхемы |
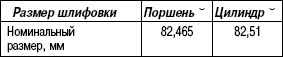
2.3.13. Разборка и сборка поршней и шатуновРазмеры поршней и цилиндров
Размеры не включают графитовое покрытие (толщина 0,02 мм).
Графитовое покрытие со временем истирается.
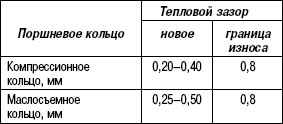
 Проверка теплового зазора поршневых колец
Вгоните кольцо сверху, под прямым углом к стенке цилиндра, до нижнего отверстия цилиндра, на расстоянии около 15 мм от его края. Для этого используйте поршень без колец.
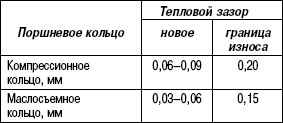
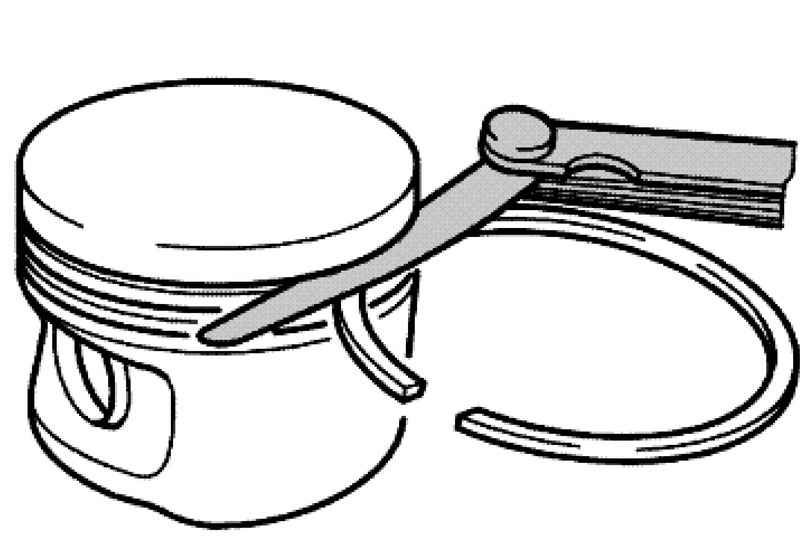
 Проверка зазора поршневых колец по высоте
Перед проверкой очистите кольцевую канавку поршня.
 Проверка поршней
Замерьте примерно в 10 мм от нижнего края, под прямым углом к оси поршневого пальца.
Максимально допустимое отклонение от номинального размера 0,04 мм
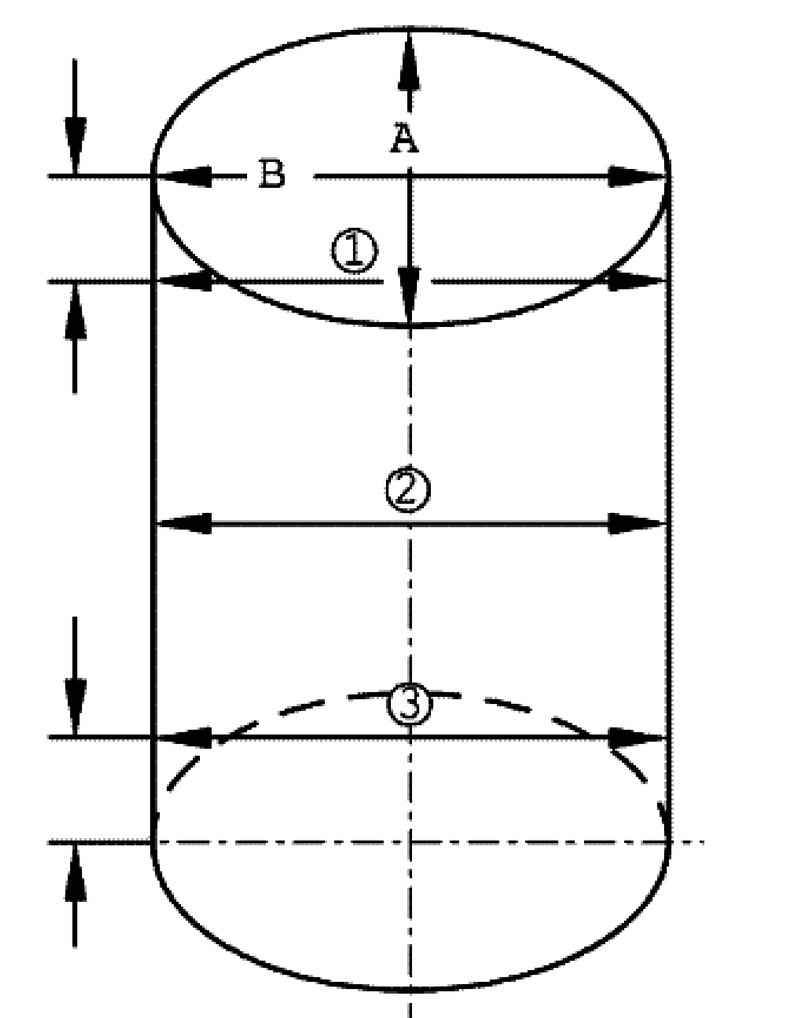
Проверка диаметра цилиндра
Проведите замеры крест на крест в трех местах в поперечном направлении А и продольном направлении В (рис. 2.135).
Максимально допустимое отклонение от номинального размера: 0,08 мм.
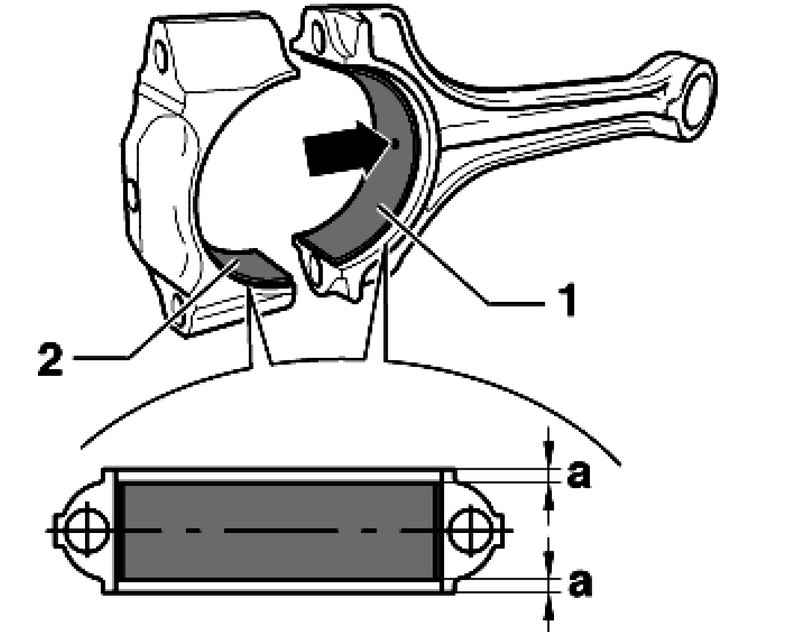
Установочное положение вкладыша подшипника
Вкладыш подшипника 1 с масляным отверстием для шатуна (рис. 2.136).
Вкладыш подшипника 2 без масляного отверстия для крышки шатуна (рис. 2.136).
Вложите вкладыши подшипников в шатун и крышку шатуна посередине.
Размер А должны быть одинаковыми слева и справа.
|
Copyright © 2026 Все права защищены. Все торговые марки являются собственностью их владельцев.